

By Leo Procopio, Paintology Coatings Research LLC
The paint and coatings industry gathered May 16–18 at Harrah’s Resort Atlantic City in New Jersey for the very successful 2023 edition of the Eastern Coatings Show. The technical conference and exhibit were hosted by three East Coast paint societies: the Philadelphia Society for Coatings Technology, the Metropolitan New York Coatings Association, and the New England Society for Coatings Technology. With more than 1,300 attendees, the conference had well-attended presentations and robust conversations on the exhibit floor.
The technical conference began on the first day with a coatings short course titled “Fundamentals of Coatings and Sustainable Materials in the Marketplace,” which was presented by James Rawlins and Robson Storey, both professors at the University of Southern Mississippi’s School of Polymer Science and Engineering. The second day started with a packed room for the keynote presentation on “Leading a Business through Challenging Times” by Dan Calkins, CEO and chairman of Benjamin Moore.
The afternoon of day two included an interesting panel discussion. Titled “Where Do We Go from Here? The Future of the Coatings Industry,” the panel included George Pilcher of the ChemQuest Group, Amanda Andrews of Michelman, Professor Dean Webster of North Dakota State University, and Professor Ray Fernando of the California Polytechnic State University. Each provided their unique view on what to watch for in the future and touched on topics such as sustainability, technical staffing, removing substances of concern from raw materials and formulations, raw material sourcing, recycling, and the role of artificial intelligence.
The technical program consisted of 42 technical presentations by industry scientists on a variety of topics, including advances in resins, pigments, additives, testing methods, and coatings formulation. This article examines some highlights and summaries of just a few of the presentations.
Sustainability
Sustainability is an important concern that is getting increased attention in the coatings industry. This includes the decades-long search for products with lower volatile organic content (VOC) and the more recent emphasis on biosourced raw materials, the industry has been interested in sustainable technologies for a long time. More than a buzzword, sustainability is becoming a way of life for the industry.
A full one-third of the presentations referred to sustainability in their abstracts and titles, and one of the concurrent tracks was titled “Driving Sustainable Coatings with Chemistry.” Even the short course presented on the first day of the technical program mentioned sustainable materials in its title.
In a presentation titled “Alkyd Emulsions and Their Contribution to More Sustainable Paint and Coatings Formulations,” Caroline Matthieson of Worlée-Chemie spoke about the use of biosourced raw materials in the production of alkyd resins. By introducing the 17 sustainable development goals set in the United Nations 2030 Agenda for Sustainable Development,1,2 Matthieson first explained how Worlée is focusing on several of the goals in their own work, such as responsible consumption and production (#12), climate action (#13), and partnerships for goals (#17).
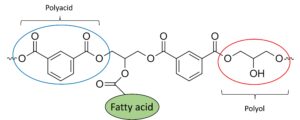
Figure 1. Typical structure of an alkyd resin, which is a polyester resin based on a polyacid (such as isophthalic acid, shown here) and a polyol (such as glycerol, shown here) and modified with a fatty acid.
The presentation then described the use of biosourced fatty acids in the production of alkyd resins. Alkyds are polyester resins, formed by the condensation reaction of polyacids and polyols and modified with fatty acids (Figure 1). The fatty acids used to make alkyds have biobased origins. For example, linseed oil is a common source of fatty acids used in alkyds and is produced from flax seeds. Matthieson explained that, although linseed oil is a great source of renewable and biobased raw materials, its use in coating resins competes with its use in the food supply, where it is employed as a source of alpha-linolenic acid (an omega-3 fatty acid).
Camelina oil was presented as a beneficial alternative to linseed. Table 1 shows a comparison of linseed and camelina oil compositions in terms of the fatty acids available in each. Matthieson explained how camelina oil is a more sustainable choice for Worlée because the camelina plant (Camelina sativa) is grown locally near their production sites in Germany, while flax is not. In addition to regional cultivation, camelina can be grown as a mixed crop with peas or as a secondary crop in temporarily fallow land, and thus, it does not compete with food production. Other advantages include that it provides a food source for pollinators, requires less fertilizer, has good resistance to pests such as aphids, and that the crop’s yield has a lower dependence on the weather.
Although there are limited choices of biobased polyacids for use in alkyd resins, some examples include furandicarboxylic acid and succinic acid. Many choices of biobased polyols exist, so depending on choice of raw materials, Matthieson explained that alkyds can be produced with 85% to almost 100% biobased raw materials. As an example, a waterborne alkyd emulsion with 85% renewable content and based on camelina oil was described as having very similar physical properties and performance compared to one prepared with linseed oil, and with the sustainability advantages of less competition with the food supply and use of regionally produced materials.
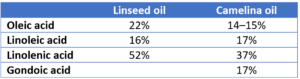
Table 1. Fatty Acid Distribution in the Composition of Oils
Another presentation on the topic of sustainable coatings was presented by George Daisey of Dow and was titled “Sustainable Coatings Technology That Works.” Daisey began with an introduction to Dow’s sustainability goals, which include combatting climate change, driving circular economy by designing for circularity, and innovating new materials that offer a more favorable health and environmental profile over their lifecycle. Dow has an ambitious goal of reducing carbon emissions and being carbon-neutral in its operations by 2050. In particular, Daisey described the sustainability benefits of roof coatings, which are defined as thick, white, monolithic, and solar-reflective elastomeric films.
The most important value proposition for maintenance with roof coatings is roof life extension, which lowers the lifecycle cost of the roof and decreases the amount of material associated with replacing a roof that is being sent to landfills. In addition, the use of solar-reflective roof coatings can help lower energy usage associated with air conditioning and reduce the “urban heat island” effect.2 Daisey described how an effective roof coating must have both high reflectivity to prevent absorption of solar energy by the building, as well as high emissivity of the energy that is absorbed. According to Daisey, an uncoated roof can reach a surface temperature of approximately 180 °F on a hot summer day, with an effective roof coating dropping the temperature by 60 degrees to 120 °F. He emphasized that the drive for more sustainable roof coatings cannot ignore the other challenges that a roof coating must face, which include the need for resistance to biological growth and dirt pickup and adhesion issues on the varied roofing substrates.
According to Daisey, Dow is thinking about advancing roof coatings via multiple technologies, including delivering biological resistance without biocides, creating faster-setting acrylics to reduce labor and equipment time, enhancing durability, using biosourced raw materials, and developing hybrid technologies. He expanded on the hybrid technologies approach by describing new acrylic-urethane products for two global regions. One is a waterborne acrylic-urethane hybrid polymer designed for liquid-applied waterproofing membranes for flat roofs in the EMEAI markets (Europe, Middle East, Africa, and India). The hybrid polymer is designed to have a superior balance of cold temperature flexibility and traffic-ability at temperatures up to 90 °C. Roof coatings based on the acrylic-urethane hybrid can be formulated as a liquid-applied roofing membrane that meets European CE (Conformité Européene) marking requirements and passes the strict durability tests for an expected working life of 25 years, as set forth by the European Organisation for Technical Approvals (EOTA) in ETAG 005.3
Today, products meeting the ETAG 005 are mainly solventborne, with one-component (1K) polyurethanes being the most common. The hybrid offers a waterborne alternative in a market dominated by solventborne technology. Daisey presented data showing that the waterborne acrylic-urethane hybrid yields a coating with similar mechanical properties compared with a 1K polyurethane, while contributing to better durability. Tensile strength of the hybrid was close to that of a 1K polyurethane and higher than a standard waterborne acrylic coating. For elongation, after 14 days of thermal aging at 80 °C, the 1K polyurethane coating dropped to 137% from an initial value of 220%, while the hybrid started at 272% and only dropped to 245%, more in line with the performance of the waterborne elastomeric acrylic roof coating. The amount of water swelling exhibited by the hybrid coating (8.9%) was intermediate between the 1K polyurethane (1%) and the waterborne acrylic (16.4%). Accelerated and natural weathering data demonstrated that the hybrid maintains good mechanical properties on extended UV exposure and has improved durability versus the acrylic.
In an interesting presentation titled “Analytical methodologies and challenges for understanding paint emissions,” Michelle Gallagher, Ph.D., of Dow described some of the challenges facing the analytical chemist when attempting to quantify and identify volatile emissions. Emissions testing is becoming more important because health-conscious customers care about indoor air quality and emissions that originate from consumer products such as paint. In addition, Gallagher explained how the growth of green building certifications and their requirements for low VOC and low emission products has increased the industry’s need for such testing. Dow has been growing its emission testing capabilities to simulate the emission rate of paint VOCs after application, as well as to understand how its products affect emissions.
While bulk VOCs are measured on wet paints using ASTM D6886 and reported in units of g/L, emitted VOCs are measured on a paint after application using chamber methods and reported in units of μg/m3. There are several different certifications and standards dealing with emissions, such as the chamber method described in California Department of Public Health (CDPH) Standard Method v1.2, a widely used standard in North America for measuring emissions from building products such as paints.4 A typical chamber is made of stainless steel and has the ability to control humidity and airflow. The paint is applied to a plate and placed under constant airflow (e.g., 0.5 to 1 air exchange per hour). At various times, the emissions are sampled using an absorbent trap, which is then analyzed using GC-MS or HPLC methods.
Gallagher explained that one of the challenges in using these chamber methods is obtaining a clean background prior to testing for emissions. For example, each volatile should be under 2 μg/m3, and the total VOC should be under 25 μg/m3 in the CDPH Standard Method v1.2.4 Gallagher described how a robust cleaning procedure is required and how gloves should always be worn when working with the chamber and plates and holders. Even a single fingerprint can lead to the detection of volatiles (e.g., hexadecenoic acid) at a level above the threshold allowed for background emissions. Chambers must be cleaned and purged between each study, and the background emissions levels checked before taking a new series of measurements. In addition, Gallagher stressed that absorbent tubes should always be cleaned and background checked before collecting samples.
Other challenges include the choice of substrate specified by the method. While clean stainless steel and glass have very low background emissions, drywall or drywall with the edges taped is sometimes specified. Both the drywall and the edge tapes (such as foil or metallized polymer tape) can lead to contaminant emissions being measured that do not emanate from the coating. Calibration is also critical, and toluene is typically used for that purpose.
Identifying the source of the volatile emissions can also be challenging. Every material used in a paint formulation can have its own unique volatiles, so analyzing raw materials individually with GC-MS can help determine from where emissions originate. Understanding the source of emissions is necessary to better control them through both raw material and coating formulation design. Finally, it was stressed that it is difficult to predict emissions based on total VOC measurements, because ASTM D6886 measures the total VOC in the wet bulk paint, while emissions testing measures VOCs at various times as the coating dries.
Functional Coating
End-users are continuing to ask for more of their paints and coatings. In addition to their decorative and protective properties, there are numerous coatings that are also designed to provide other functions such as soft-feel haptics, sound damping, thermal insulation, or antimicrobial properties. For example, in a presentation titled “New Thermal Management Raw Materials Platform Gives Flexibility to Develop Next Generation Thermal Insulation Coatings (TIC) with Improved Performance,” Hrishikesh Bhide, Ph.D., of Evonik described new resin and filler materials for use in thermal insulation coatings. Thermal insulation coatings are a type of functional coating designed to provide personnel protection by reducing the surface temperature of hot surfaces and prevent skin burns, as well as to improve energy management. The coatings also provide direct protection of the substrate and lead to a reduced risk of corrosion under insulation (CUI).
Bhide described two new silica granules with low thermal conductivity that can be used in thermal insulation coatings. The first was described as a super-insulating granule (SIG) with a larger particle size (~300 μm) and high hydrophobicity. The SIG particles derive their insulation properties from a passivated amorphous silica composite core and have a thermal conductivity of 24 mW/m·K. The second granule material was described as a SIG synergist, having a particle size of ~30 m and thermal conductivity of 30 mW/m·K. The small particle size synergistic filler reduces the cracking tendency of highly filled insulation coatings and facilitates smoother coatings. When formulated with a waterborne acrylic binder, the combination of the SIG and SIG synergist granules provides a coating with lower thermal conductivity (about 5mW/m·K lower) than when either is used by itself and with little change in thermal conductivity after heat aging.
In addition to the insulating granules, Bhide also introduced a new waterborne silicone resin, which, along with the granules, can be utilized as the sole binder in thermal insulation coatings with higher heat resistance than standard binders such as acrylics. The combination of the silicone binder and the two insulating granules leads to coatings with good fire retardance and low thermal conductivity (57 mW/m·K at 25 °C). The silicone resin can also be blended with other waterborne binders such as acrylics to extend the heat resistance of insulation coatings based on traditional binders such as acrylics. Bhide also described the use of these materials in some field studies within chemical production facilities for condensation control, thermal management, and safe-touch properties.
In another paper titled “High-Touch Coatings with Bactericidal and Virucidal Properties,” Mark Langille, Ph.D., of Corning described a new copper-glass additive for use in antimicrobial coatings with high efficacy towards both bacteria and viruses. Langille began with a discussion of the expected performance of antimicrobial coatings that could be used to improve public health by killing microbes that come in contact with the coating surface. In contrast to liquid disinfecting agents, a dried coating would be expected to provide a surface that is continuously active, provides antimicrobial efficacy between regular cleaning cycles, and addresses a spectrum of real-world germs, including easier-to-kill bacteria and viruses (e.g., SARS-CoV-2) and harder-to-kill viruses such as non-enveloped viruses (e.g., norovirus).
In addition, Langille described how the U.S. Environmental Protection Agency (EPA) formalized guidance in 2022 for products claiming residual efficacy, including test methods for demonstrating both bactericidal and virucidal activity.5,6 To better simulate real world contamination events, dry test conditions are utilized in which the surface is contaminated with bacteria or virus, allowed to dry, and then analyzed for how effectively it killed the microbes after only 2 hours. It is expected that at least a 3-log reduction occurs, or 99.9% of microbes are killed. In addition, durability of the antimicrobial properties is evaluated by putting the surface through simulated wear/cleaning cycles and then testing for efficacy.
Langille discussed how copper is a powerful, natural antimicrobial and is effective at killing both bacteria and viruses. Copper in the +1 oxidation state (Cu+1) is a particularly potent but less stable form of copper, and the innovation in the new additive is that Corning found a method of stabilizing Cu+1 in glass. Aluminoborosilicate glass and a copper source are melted together to form a glass, which is then milled to give the copper-glass additive, with an average particle size of 4 μm. The additive is a brown color but can be incorporated into a large variety of paint colors. A typical loading in a paint formulation is approximately 1% by weight of the copper-glass additive.
Data were presented showing results of antimicrobial activity (log kill) after dosing six commercial coating formulations with the copper-glass additive at various levels (0 to 40 g per gallon). Effectiveness at a particular dose varied amongst the coatings because of differences in formulation ingredients, but each coating demonstrated log-3 kill (99.9% kill) of Staphylococcus aureus at levels of approximately 1% additive, and all had log-5 kill (99.999% reduction) at a level of 40 g/gallon or below.
Langille also discussed how challenges in initial or long-term efficacy can occur for coatings that are high in polymer content due to their low porosity, which may prevent access of the Cu+1 in the coating to the microbe at the coating surface. An example presented was a waterborne direct-to-metal coating with 2% copper-glass additive, where efficacy dropped after 3 months. A study of compatibilizers to control the stability and availability of the copper-glass additive identified solutions that enabled long-term efficacy in the system. It was noted that compatibilizers can eliminate the need for significant formulation changes and thus make it easier for current commercial formulations to add antimicrobial functionality via the copper-glass additive.
Additive Technologies
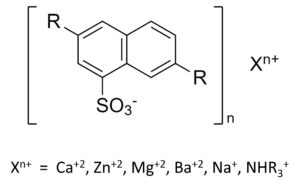
Figure 2. Generic formula of alkyl aryl sulfonic acid salts used as corrosion inhibitors.
Coatings additives are always an important topic of discussion when the coatings industry gets together for technical conferences, and this year’s Eastern Coatings Show was no different, as multiple presentations covered new additives to enhance the performance of paints and coatings. In a presentation titled “Improving Corrosion Resistance of DTM Coatings Using Hydrophobic Alkyl Aryl Sulfonate Additives,” Matthew Gadman of King Industries talked about a class of easy-to-use liquid corrosion inhibitors that can be effective at low dosages of approximately 1 to 3%. Corrosion takes a large economic toll on the economy, to the tune of $2.5 trillion globally (about 3.5% of global gross domestic product), as Gadman described. The corrosion inhibitors he discussed have the generic structure shown in Figure 2 containing a hydrophobic naphthalene ring with alkyl substituents and a polar sulfonate salt group. The counterion can vary with both metal and amine cations being used.
The corrosion inhibitors can be used in both clear and pigmented coatings, including high gloss systems. They are compatible with a range of resins and can also act as catalysts for aminoplast coatings (for X = Zn and Ca). They can also aid in wet adhesion and pigment dispersion. In a coating on metal, the polar portion of the molecule orients toward the metal surface and passivates the surface, preventing the formation of anodic corrosion sites where oxidation reactions occur. The non-polar alkyl-substituted aryl group orients away from the metal surface and prevents water from reaching the surface.
Gadman shared the results of several experiments where the alkyl aryl sulfonate inhibitors were added to coating formulations and evaluated for corrosion resistance. For example, a barium sulfonate salt was incorporated at 1% on total formulation weight into a 1K solventborne acrylic/melamine clear baking finish and was found to aid in preventing blisters and rusting compared with the blank control, which had no inhibitor. In another set of experiments, the sulfonic acid salts were evaluated at 1% on total formulation weight in several pigmented formulations in combination with a variety of anticorrosive pigments. Thermoset and air-dry systems were evaluated, and all showed a synergistic effect on corrosion resistance when using the sulfonate salts with an inorganic anticorrosive pigment. Finally, in a third set of experiments, Gadman demonstrated that the addition of a barium sulfonate salt to aerosol paints improved the corrosion resistance and had no negative effect on appearance.
Helena Wassenius, Ph.D., of Nouryon presented an interesting paper covering a new type of cellulosic rheology modifier in a presentation titled “New Ultra-Low Viscous, Highly Associative Cellulose Ethers for Acrylic-Based Architectural Paints.” Wassenius explained how synthetic HEUR (hydrophobically modified ethoxylated urethane) rheology modifiers have low molecular weight and are highly associative, while HM-CE (hydrophobically modified cellulose ether) thickeners are cellulosic-based materials of high molecular weight and are typically moderately associative. HEUR thickeners provide excellent levelling, while HM-CE thickeners provide good sag resistance. The new cellulosic thickener falls between the two extremes and provides a high level of association.
Results of testing in 30% PVC semigloss architectural paints were detailed. Leveling performance of the formulation containing the new cellulosic ether was similar to one with HEUR thickener and much improved relative to those containing HM-CE thickener. Meanwhile, sag resistance was better than the HEUR and closer to that of an HM-CE thickener. In addition, viscosity loss on tinting, syneresis resistance, and color acceptance were much improved versus a HEUR thickened formulation. The new cellulose ether also shows excellent spatter resistance, and the hiding power, as measured by contrast ratio after roller application, was substantially better than HM-CE and close to that of a pure HEUR system. Finally, Wassenius alluded to significant sustainability benefits, as found in a lifecycle analysis that estimated the contribution of the thickener system to the carbon footprint of one ton of formulated paint is 40% lower for the new cellulose ether thickener compared to a synthetic HEUR thickener.
Perfluoroalkyl and polyfluoroalkyl substances (PFAS) offer many performance benefits to paints and coatings, but the industry is actively trying to replace these materials due to their link to serious health effects and persistence in the environment. In a presentation titled “Free of PTFE! New Micronized Wax Additives for Scratch & Scuff Resistance,” Smriti Arora of BYK discussed new wax additives that were developed as replacements for polytetrafluoroethylene (PTFE). PTFE, also known by the tradename Teflon, is a fluoropolymer and a well-known PFAS example. Wax additives based on PTFE are often used in coatings because they impart scuff, scratch, and abrasion resistance.
Figure 3. Orientation of wax additives in a dried coating film. Most wax additives orient to the surface of the film (a), while PTFE-based waxes orient more homogeneously throughout the film (b) due to their higher densities.
Most waxes orient to the paint surface but can be removed from the surface during abrasion. Arora explained that due to their higher density, PTFE-containing waxes orient more evenly throughout the coating film and have a more durable abrasion resistance (Figure 3). Three new PTFE-free additives, based on either polyethylene (PE) or modified PE alloy waxes, were introduced, and the presenter explained that they also provide a homogenous distribution in the coating film. The additives improve both abrasion resistance and scratch resistance and produce a medium-to-strong reduction in coefficient of friction (COF). Due to their small particle size, the additives have minimal impact on gloss. According to Arora, the new additives are also food-contact compliant.
Examples of their effectiveness in Taber and Wazau abrasion resistance was demonstrated for a 1K waterborne acrylic industrial coating, where the new PTFE-free additives showed similar performance to the PTFE-containing controls at 2% loading on total formulation weight. Evaluation in a BPA-free clear can coating showed abrasion results and COF reduction comparable to PE/PTFE controls at 1% loading. For systems with low COF requirements, a combination with a softer wax (e.g., carnuba) or polysiloxane additive was also recommended, and examples of the strategy were shown for an epoxy/phenolic gold lacquer. Results of testing at 4% loading in an architectural interior flat deep base were also shared, and the PTFE-free wax additives had a positive effect on both scuff resistance and scrub resistance. Arora stressed the wide compatibility of the PTFE-free wax additives across waterborne, solventborne, and UV coating systems and their comparable technical performance to PE/PTFE-based wax additives.
Resin Technologies
Several conference presentations covered new resin technologies for both architectural and industrial coatings. One such presentation was titled “New Polyester Dispersion for VOC-Compliant 2-Component Waterborne Coatings,” in which Ashish Zore, Ph.D., of Coim USA described the use of a new waterborne polyester polyol dispersion for use in two-component (2K) polyurethane floor coatings with good light stability and near-zero VOC content. Zore described some of the challenges facing the floor coating industry, including restrictive VOC limits that are under 50 g/L in some regions, the phasing out of exempt solvents, and the continuing demand for higher performance. Floor coating end-users are asking for better light stability, chemical resistance, wear resistance, and weatherability.
The polyester polyol dispersion is supplied at greater than 60% solids in water and contains no co-solvents or surfactants. It can be formulated into 2K waterborne polyurethane coatings utilizing standard hydrophobic polyisocyanates, rather than the hydrophilically-modified polyisocyanates that are often required for waterborne systems. According to Zore, it is suitable for use in various industrial coating applications, including general industrial finishing, protective coatings, and floor coatings.
Zore described testing results comparing a 2K polyurethane coating based on the waterborne polyester polyol dispersion with polyurethanes based on two waterborne acrylic polyols, as well as two high-solids polyaspartic coatings. The coating based on the polyester polyol dispersion had an ultra-low VOC level of under 25 g/L. The gloss of the polyester-based polyurethane was very high, with a 20°/60° gloss of 82/92, comparable to the polyaspartic coatings (88/94) and much higher than the two acrylic-based polyurethanes (8/40 and 39/71). Flexibility of the polyester-based coating was excellent, but both pencil and pendulum hardness were lower than the other systems. Zore noted that hardness could be improved by manipulating the polyol/isocyanate ratio toward more isocyanate and commented that stoichiometries with higher isocyanate also yield better chemical resistance. Finally, the estimated applied cost ($/sq ft) of the waterborne polyester-based formulation was only 75% of the cost of the waterborne acrylic-based polyurethane and approximately one-third of the cost of the high solids polyaspartic system.
In a presentation titled “Enhance Performance of Waterborne Coatings Using Functionalized Binders with Novel Monomers,” Tiffany Chen of Solvay described the use of a functional specialty monomer for acrylic and styrene-acrylic latex polymers. Added during the emulsion polymerization process, with recommended levels of 0.5 to 2% based on total weight of monomer, the monomer offers performance benefits in both architectural and industrial coatings. Chen first described its use in an architectural latex with a BA/MMA backbone. A control latex was made with 2% methacrylic acid (MAA) and compared with a latex containing 1% MAA and 2% specialty monomer. In a semigloss formulation (22% PVC), the functional monomer resulted in improvements in opacity and tint strength, as well as in metal adhesion and the removal of household stains.
In another study, a flat architectural coating (49% PVC) was prepared with a latex containing 1% specialty monomer. The functional latex demonstrated better color acceptance for both initial and heat aged paints compared to a control. Scrub resistance was also better, as was dry and particularly wet adhesion to various substrates (e.g., glass, steel, and aluminum).
The specialty monomer was also evaluated in a styrene-acrylic composition designed for light duty direct-to-metal (DTM) coatings. The control used 2% acrylic acid (AA), while the functional monomer replaced half of the acrylic acid in the experimental latex (1% AA and 1% specialty monomer). Formulated into a gloss DTM coating (18% PVC), the functional monomer led to improvements in corrosion resistance as measured by salt fog exposure (ASTM B117) and blister resistance upon immersion in water. Adhesion over cold-rolled steel was greatly improved versus the control, and in addition the initial gloss was much higher, with a 60° gloss of 63 units compared to the control with a gloss of only 17 units. Overall, the specialty monomer facilitates the improvement in several properties for both architectural and industrial latex coatings.
References
- United Nations. 2030 Agenda for Sustainable Development. https://sdgs.un.org/goals (accessed July 11, 2023).
- United Nations. The Sustainable Development Goals Report 2022. https://unstats.un.org/sdgs/report/2022/The-Sustainable-Development-Goals-Report-2022.pdf (accessed July 11, 2023).
- European Organisation for Technical Approvals. ETAG 005, Guideline for European Technical Approval of Liquid Applied Roof Waterproofing Kits, 2004.
- California Department of Public Health. Standard Method for the Testing and Evaluation of Volatile Organic Chemical Emissions from Indoor Sources Using Environmental Chambers, Version 1.2, 2017.
- US Environmental Protection Agency. Guidance for Products Adding Residual Efficacy Claims. https://www.epa.gov/pesticide-registration/guidance-products-adding-residual-efficacy-claims (accessed July 11, 2023).
- U.S. Environmental Protection Agency. Test Method for Evaluating the Efficacy of Antimicrobial Surface Coatings, SOP Number MB-40-00, revised September 2022.
About the Author
Leo J. Procopio, Ph.D., is president and owner of Paintology Coatings Research LLC. For more information, visit www.scienceofpaint.com or email leo.procopio@scienceofpaint.com.