

By Laurie Morris, Alberdingk Boley, Inc.
Solvent-based varnishes and lacquers have been the coatings of choice for industrial wood applications for many years. These coatings can provide an attractive durable finish that is cost effective. Kitchen cabinet and furniture manufacturers choose these coatings because they are fast drying, they are easily repaired, they tolerate climate differences well, and they are extremely forgiving. Some of these coatings have good chemical and water resistance as well as good wear resistance. The disadvantage of these chemistries is the high volatile organic compounds (VOC), the extreme flammability, the odor, which causes poor indoor air quality, the formaldehyde emissions, and the pot life incurred when the conversion varnish is catalyzed with an acid catalyst.
Due to increasing regulations, more environmentally friendly alternatives are now being considered. Waterborne (WB) acrylics, polyurethane dispersions (PUDs), and WB UV coatings are becoming more common for use in industrial wood applications because they have excellent resistance and mechanical properties, excellent application properties, and very low solvent emissions. Self-crosslinking acrylics have very good durability and moderately fast drying times. PUDs have very good abrasion and wear resistance. WB UV chemistry is gaining market share over traditional solvent-based chemistry because it enables the end user to increase production efficiency and maintain a smaller manufacturing footprint. WB acrylics, PUDs, and WB UV coatings can be formulated to pass Kitchen Cabinet Manufacturers Association (KCMA) and Architectural Woodworking Standards (AWS) specifications. WB chemistries can provide the appearance and resistance properties of solvent-based coatings with lower VOCs, lower flammability, and decreased toxicity.
Three types of solvent-based coatings are commonly used in industrial wood applications—nitrocellulose lacquers, pre-catalyzed lacquers, and conversion varnishes. Nitrocellulose lacquer is typically a low solids blend of nitrocellulose and oils or oil-based alkyds. These coatings are fast drying and have high gloss potential. They are typically used in residential furniture applications. Disadvantages include yellowing with time, becoming brittle, and poor chemical resistance. Nitrocellulose lacquers have very high VOCs—usually at 500 g/L or higher.
Pre-catalyzed lacquers are blends of nitrocellulose, oils or oil-based alkyds, plasticizers, and urea-formaldehyde. They use a weak acid catalyst such as butyl acid phosphate. These coatings have a shelf life of approximately four months. They are used in office, institutional, and residential furniture. Pre-catalyzed lacquers have better chemical resistances than nitrocellulose lacquers. They also have very high VOCs.
Conversion varnishes are blends of oil-based alkyds, urea formaldehyde, and melamine. They use a strong acid catalyst such as p-toluene sulfonic acid and have a pot life of 24 to 48 h. They are used in kitchen cabinet, office furniture, and residential furniture applications. Conversion varnishes have the best properties of the three types of solvent-based coatings typically used for industrial wood. However, they also have very high VOCs and formaldehyde emissions.
Water-based self-crosslinking acrylic emulsions and polyurethane dispersions can be excellent alternatives to solvent-based products for industrial wood applications. Acrylic emulsions offer very good chemical and block resistance, superior hardness values, outstanding durability and weatherability, and improved adhesion to nonporous surfaces. They have fast dry times enabling the cabinet or furniture manufacturer to handle the parts soon after application. PUDs offer excellent abrasion resistance, flexibility, and scratch and mar resistance. They are good blending partners with acrylic emulsions to improve mechanical properties. Both acrylic emulsions and PUDs can react with crosslinking chemistries such as polyisocyanates, polyaziridine, or carbodiimides to form 2K coatings with improved properties.
Waterborne UV-curable coatings have become popular choices for industrial wood applications. Kitchen cabinet and furniture manufacturers choose these coatings because they have excellent resistance and mechanical properties, excellent application properties, and very low solvent emissions. WB UV coatings have excellent block resistance immediately after cure, which allows the coated parts to be stacked, packaged, and shipped right off the production line with no dwell time for hardness development. The hardness development in the WB UV coating is dramatic and occurs in seconds. The chemical and stain resistance of WB UV coatings is superior to that of solvent-based conversion varnishes.
Experimental: Waterborne UV Coatings
A study was conducted to compare the properties of three WB UV coatings with commercially available solvent-based conversion varnish, water-based conversion varnish, and water-based pre-catalyzed lacquer. The project plan was to develop high performance WB UV resins and investigate their performance for industrial wood applications. These coatings were tested according to KCMA, AWS, and individual furniture manufacturer’s specifications.
Panel Preparation
UV Coatings
Approximately 3 wet mils of coating were sprayed over 18×18 in. stained birch plywood panel, air dried for 10 min, and force dried for 10 min at 50°C. The coating was cured with mercury bulb at 500 mJ/cm2 and sanded with 3M Superfine Sanding Sponge. A second coat was applied at approximately 3 wet mils, air dried for 10 min, and then force dried for 10 min at 50°C. The coating was cured with mercury bulb at 500 mJ/cm2. The coating was tested after 7 days. For edge soak, all sides of a 4×4 in. solid oak panel were coated and cured.
Other Coatings
Approximately 3 wet mils of coating were sprayed over 18×18 in. stained birch plywood panel, air dried for 10 min, and force dried for 30 min at 50°C. A second coat was applied at approximately 3 wet mils, air dried for 10 min, and then force dried for 30 min at 50°C. The coating was tested after 7 days. For edge soak, all sides of a 4×4 in. solid oak panel were coated.
Test Methods
Chemical/Stain Resistance
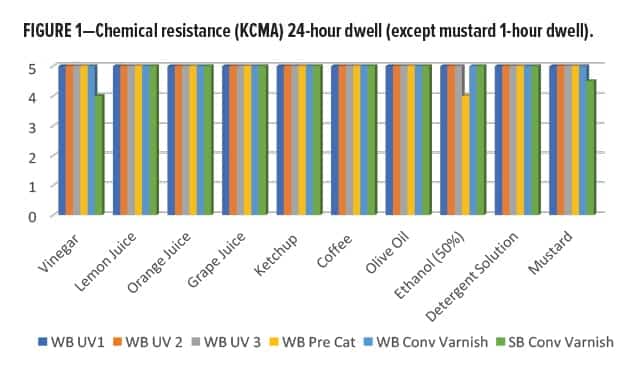
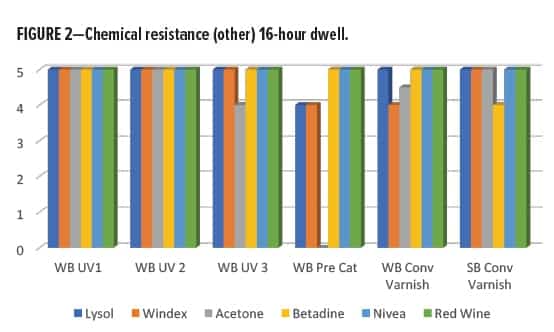
Enough chemical/stain was applied to create a 0.25 to 0.5-in. diameter spot on the test panel and covered with watch glass. After 16–24 h, the chemical/stain was removed, and the surface of the panel was washed with water. Each chemical/stain was rated on a scale of zero to five, with zero being complete destruction of the film and five being no effect on the film (see Figures 1 and 2).
Scrape Adhesion
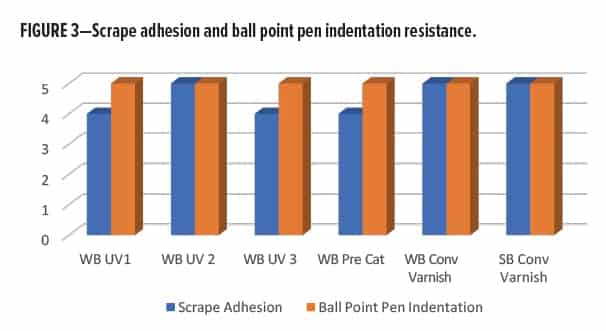
A 4×4 in. piece was cut from each test panel. Adhesion was tested using a BYK Balanced Beam Scrape Adhesion and Mar Tester with 5000 g weight using the loop stylus. Adhesion was rated on a scale of zero to five, with zero being complete removal of the film and five being no effect on the film (see Figure 3).
Ball Point Pen Indentation
A 4×4 in. piece was cut from each test panel. Ball point pen indentation was tested with a BYK Balanced Beam Scrape Adhesion and Mar Tester with 300 g weight using the small pen #5785. The panel was tested after 1 h and rated on a scale of zero to five, with zero being complete removal of the film and five being no effect on the film (see Figure 3).
Plasticizer Resistance
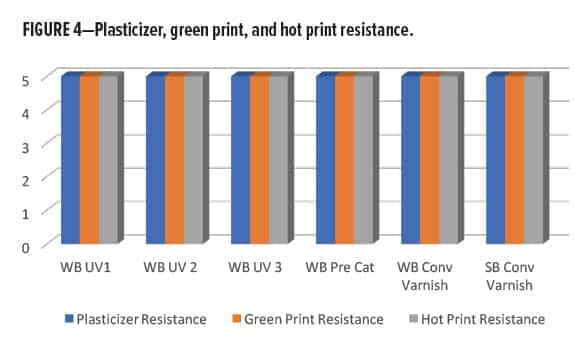
A 2-in. square piece of red vinyl was applied to the test panel. A force of 0.5 lb/in.2 was applied. The specimen was placed in an oven at 50°C for 72 h. After cooling at room temperature for 1 h, the vinyl square was removed and evaluated for softening and blistering. Results are shown in Figure 4.
Green Print Resistance
After the test panel cured for 1 h, a 2-in. square piece of # 10 cotton duck cloth was applied to the finish. A force of 2 lb/in.2 was applied directly to the duck cloth. After 24 h, the cotton duck cloth was removed and evaluated for printing. See Figure 4 for results.
Hot Print Resistance
After the test panel cured for 14 days, a 2-in. square piece of # 10 cotton duck cloth was applied to the finish. A force of 1 lb/in.2 was applied directly to the duck cloth. The specimen was placed in an oven at 60°C for 24 h. The duck cloth was removed, and the specimen was allowed to cool for 1 h and evaluated for printing (see Figure 4).
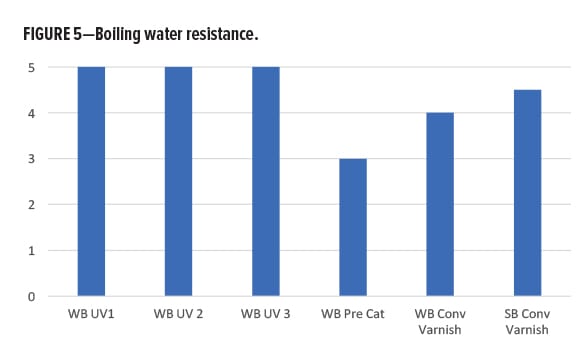
Boiling Water Resistance
Approximately 10 ml of boiling water was applied to the test panel. A ceramic coffee cup full of boiling water was placed on top of the 10 ml of water. After 1 h, the cup was removed and wiped with paper towel. After 24 h, whitening was evaluated. The results are depicted in Figure 5.
Hot and Cold Check Resistance
A 4×4 in. piece was cut from each panel. The panel was placed in humidity cabinet at 50°C and 70% humidity for 1 h. The panel was allowed to reach original room temperature and humidity. After 30 min, the panel was placed in a freezer at -10°C for 1 h and then removed and allowed to reach original room temperature and humidity. This cycle was repeated five times. Results are shown in Figure 6.
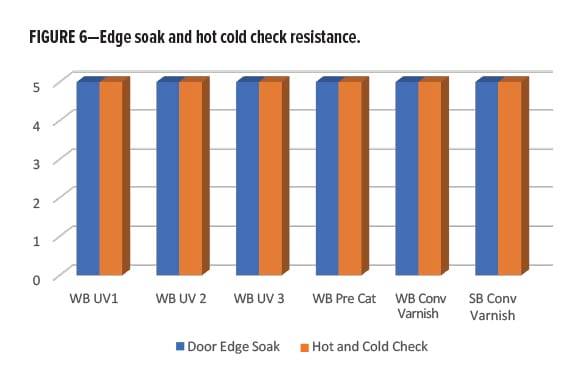
Edge Soak
A cellulose sponge was placed in a plastic container. The container was leveled and filled with detergent solution (1% Dawn® dish soap by weight in water) to 0.5 in. below top level of sponge. The panel was placed on sponge, cut side down, and permitted to stand for 24 h (see Figure 6).
Formulations
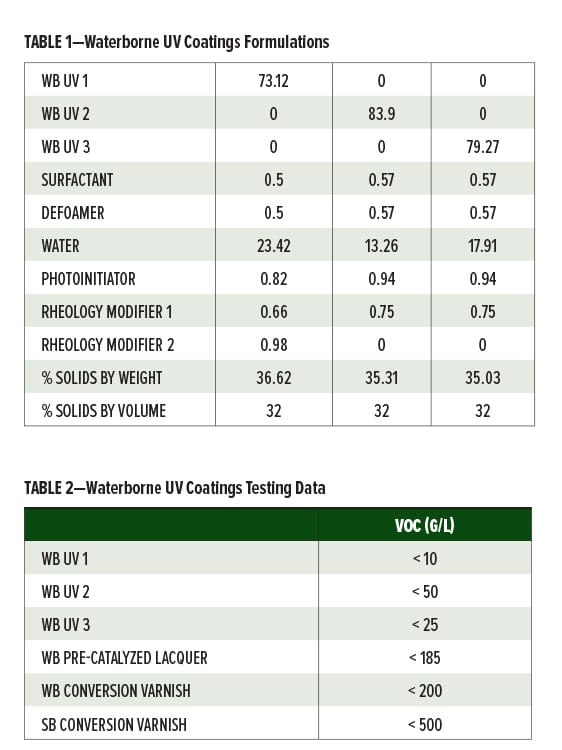
The formulations used for the WB UV coatings are presented in Table 1. Table 2 shows the data for the WB UV coatings.
Testing
Test results for WB UV coating formulations are presented in Figures 1-6.
Results
All of the WB UV coatings exhibited excellent chemical resistance. WB conversion varnish and SB conversion varnish had very good chemical resistance. WB pre-catalyzed lacquer had adequate chemical resistance for KCMA coatings. WB UV 2, WB conversion varnish, and SB conversion varnish had the best scrape adhesion. All of the coatings had excellent ball point pen indentation, plasticizer resistance, hot print and green print resistance, hot and cold check resistance, and edge soak. All of the WB UV coatings had superior boiling water resistance.
Experimental: Acrylic Emulsion
A multiphase self-crosslinking acrylic emulsion was developed and evaluated for use as both a one-component (1K) and two-component (2K) industrial wood coating. The performance was benchmarked against a competitive self-crosslinking acrylic that is promoted for KCMA/furniture finishes. Two-component formulations were crosslinked with 6% carbodiimide (by weight).
Formulations
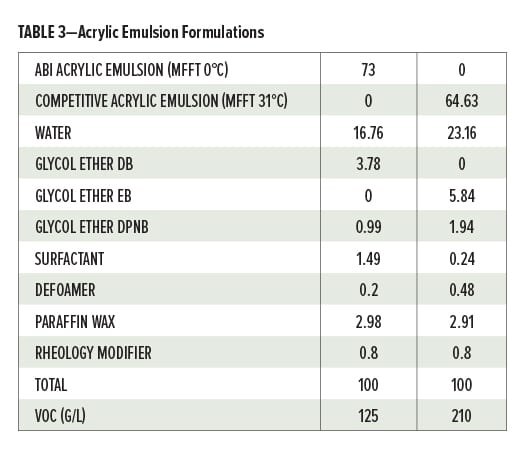
The formulations used for the acrylic emulsion coatings are presented in Table 3.
Panel Preparation
Birch Plywood
Two coats at 200 microns were applied to birch plywood panels. The first coat was air dried for 1 h and sanded. The second coat air dried for 7 days and then tested.
Glass
A 200-micron drawdown was performed on glass panels. The panels were air dried for 7 days and were tested after 14 days.
Testing
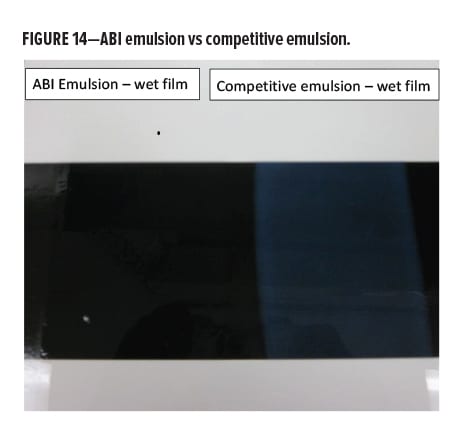
Test results for the acrylic emulsion formulation are presented in Figures 7–13.
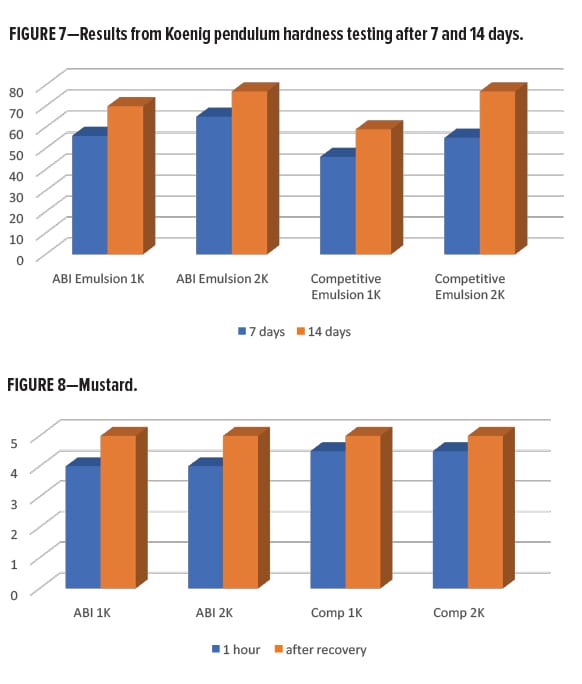
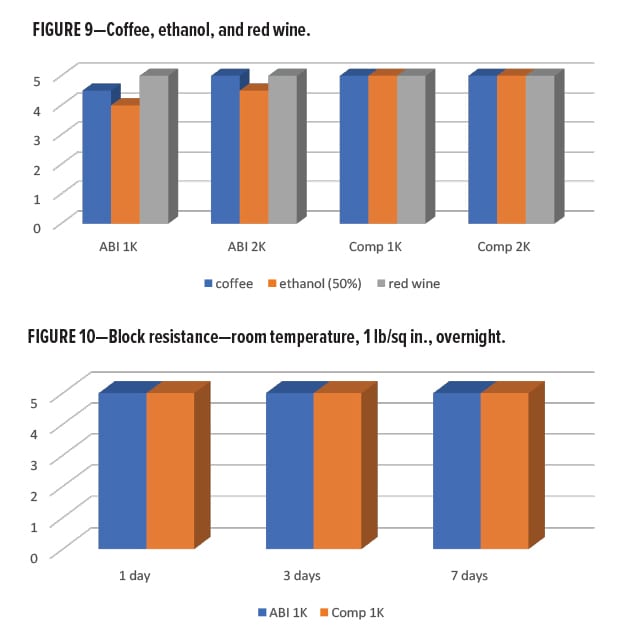
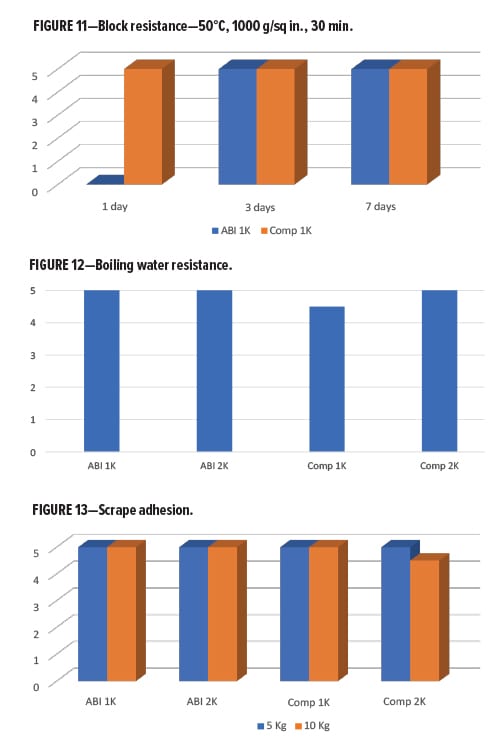
Results
The ABI emulsion is a viable product for industrial wood finishes, especially for lower VOC formulations. The ABI emulsion offered better processing, higher film build, and better wet clarity when compared with a competitive emulsion (see Figure 14). Carbodiimide crosslinking offers improved performance and is a potential alternative to pre-catalyzed lacquers.
Experimental: Polyurethane Dispersion
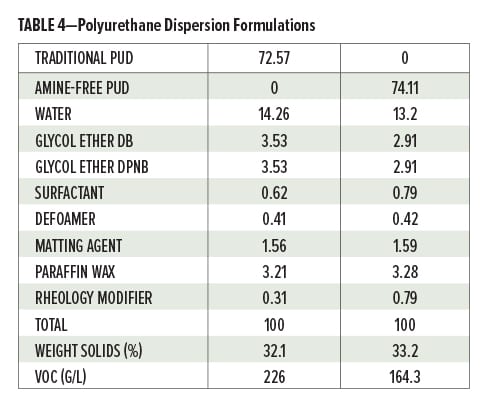
An amine-free PUD was developed and evaluated for use as a clear self-sealing topcoat in KCMA/furniture applications. Performance was benchmarked against a traditional PUD. Two-component products were crosslinked with 6% carbodiimide.
Formulations
The formulations used for the polyurethane dispersion testing are presented in Table 4.
Panel Preparation
3BH Leneta Cards
For testing using Leneta cards, 1.5 Bird drawdowns were conducted. The cards were air dried for 15 min, force dried for 15 min at 50°C, and aged for 7 days before testing.
Birch Plywood
On birch plywood, a first coat was sprayed at 4–5 wet mils and air dried for 15 min. The coating was then force dried for 15 min at 50°C, allowed to cool, and then sanded. A second coat was sprayed at 4–5 wet mils and air dried for 15 min, then force dried for 15 min at 50°C and aged 7 days prior to testing.
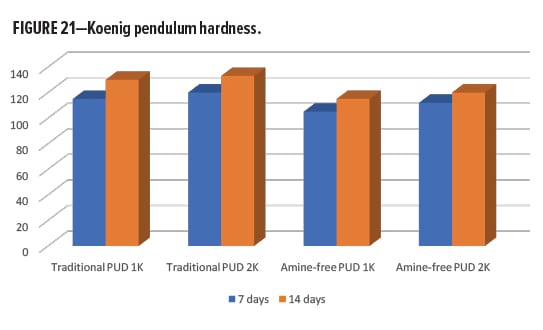
Testing
Chemical resistance results from testing on Leneta cards are shown in Figure 15 and the birch plywood results are shown in Figure 16. Boiling water resistance results are provided in Figure 17. Scrape adhesion, edge soak, Taber abrasion, and Koenig pendulum hardness results are shown in Figures 18–21, respectively.
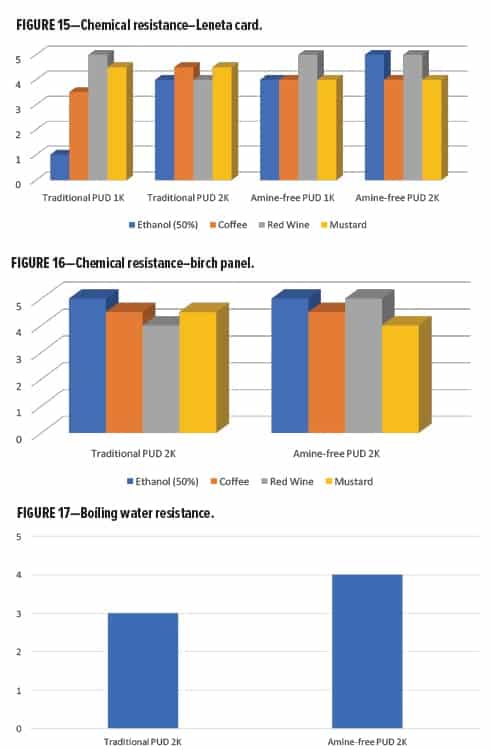
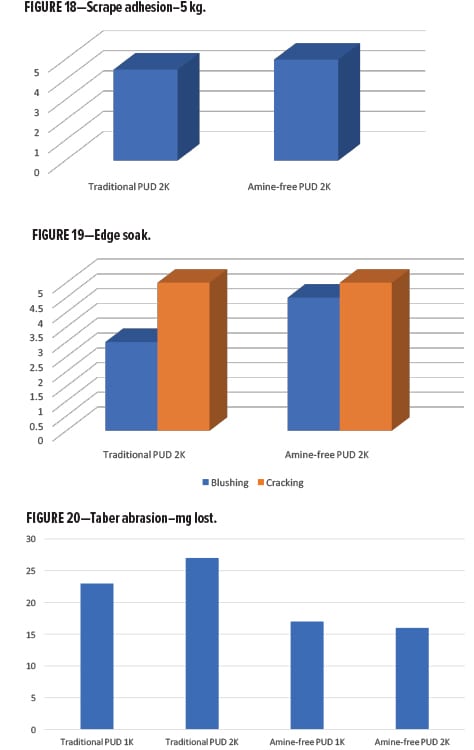
Results
The amine-free PUD is a viable product for industrial wood coatings. It had excellent ethanol resistance, Taber abrasion, and water resistance. It atomized well, had very good build, and good wood warmth.
Conclusions
Water-based coatings made from WB UV resins, acrylic emulsions, and polyurethane dispersions all are good candidates for industrial wood coatings. They have very good chemical resistance and mechanical properties. They can be formulated at low VOCs and have low toxicity. They are viable alternatives to solvent-based chemistries.
This article was presented at the American Coatings CONFERENCE, April 9–11, in Indianapolis, IN.
CoatingsTech | Vol. 14, No. 6 | June 2018