

By Gary E. Spilman, Scott Moore, and Simone J. Marshall, Resinate Materials Group, Inc.
The industrial wood coatings space is undergoing some challenges and changes while continuing to grow. The development of sustainable, low-emissions, high-performance wood floor coating technologies continues to be of high interest to the coatings industry. Sustainable content in these coatings contributes to an improved environmental footprint, while low-emission compositions improve the indoor air quality and thereby the health and well-being of building and home occupants desiring to re-occupy these structures as soon as possible. Biorenewable-content polyols that incorporate low volatile organic content (VOC)(<150 g/L) technology to yield two-component (2K) polyurethane wood floor coatings that have excellent stain and chemical resistance, excellent adhesion to both bare and prefinished floors, good abrasion resistance, low odor, and excellent gloss have been developed. The new coating properties may be readily tailored to meet the individual needs of different floor coating jobs by simply adjusting the isocyanate index or isocyanate type. This study compared a new fully formulated, 150 g/L coating based on this sustainable resin technology and demonstrated properties consistent with being the best overall protective coating for wood at the most economical usage (matching or better finish is achieved with only two coats vs the commercial products needing four or five coats over both original and refinished wood flooring) and lowest VOC in the test group. Initial performance from converting the new floor-coating products into waterborne systems was also investigated.
BACKGROUND AND PURPOSE OF WORK
With continuing interest in reducing VOC emissions from coatings, the wood floor coatings segment is in slow transition between solventborne and waterborne technologies. The solventborne choices have become strongly regulated in both Europe and the United States for their emissions, and 150–250 g/L limits are not uncommon for many wood applications. In these systems, higher solids and the use of exempt solvents have become mainstream as the only alternative to waterborne options. The main difference between “high solids” and conventional solventborne coatings is the lower molecular weight resins used in most cases.1 Nevertheless, as VOC regulations have tightened, there has been a corresponding shift to higher solids for solventborne coatings. Meanwhile, waterborne technologies, especially polyurethane dispersions (PUDs), have moved significantly into the same application space, affording excellent film properties and substrate protection.
Consumers lean toward a high-gloss finish, which solventborne coatings easily and consistently supply.2 Gloss readings of 70 at a 20° angle and 90 at a 60° angle cannot normally be achieved with traditional waterborne systems.
Waterborne systems also suffer from application issues, such as flow and leveling, foaming, and wood grain raise.3 Wood grain raise leads to the need for extra sanding between coats and the application of additional coating layers.4 These additional layers, sometimes totaling four or five, are needed to obtain the maximum gloss level. However, they increase both the labor and material costs, as well as adding additional VOCs to the atmosphere while delaying the completion of the project. Because of these issues, traditional solvent-based resin systems are still preferred over water-based technologies,5 and according to The ChemQuest Group, solventborne coatings account for 60% of industrial wood coating consumption worldwide.6 The American Hardwood Information Center’s comparison of wood finishes rates solventborne urethanes second best of 13 categories for overall performance score, one point below UV-curable finishes.7
Additionally, there has been increasing interest globally in sustainable products for interior applications, such as flooring and cabinetry. Therefore, a more sustainable product offering can help win contracts and is a key factor for larger building projects.8 As an example, the polyol coating formulation developed by our company has a high renewable content and has been optimized for use in these types of applications.
In attempting to join forces with ongoing efforts toward sustainability in coatings, a new polyol technology* has been developed, which is based on high renewable (bio-based or replenished naturally) and recycled (previously used material) content, collectively referred to as green content, with stepwise improvement in overall performance. In this article, the recent results and coating formulation details are discussed.
This work targeted a finished formulation based on our latest renewable polyol technology, with matching or better performance than fully formulated commercial products off the shelf. In addition, the VOC was also a key focus: to maintain 150 g/L or less in the final formulation. This work not only was intended to demonstrate the overall utility and performance advantages of this new polyol technology for wood flooring, but also to describe the resulting starting point formulation for broad sharing of knowledge toward more sustainable coatings. In this work, we detail many of the variables and parameters that were explored during this formulation development, and the resulting effects on performance properties and physical properties of the coating.
The scope of the project was to develop a high quality flooring product with the highest possible application solids and lowest odor which meets the performance criteria of the Maple Flooring Manufacturers Association (MFMA). The test polymer chosen was RMG 2K SB,* a low-viscosity 100% solids polyester polyol with 50% renewable content. Even though the polyol is considered low viscosity at approximately 2000 cP @ 25°C, it was still too viscous for standard flooring application methods such as a T-bar or lamb’s wool applicator.
*C2051-50, developed by Resinate Materials Group, and referred to herein as RMG 2K SB.
EXPERIMENTAL
All polyols were generated in our labs, and their properties were evaluated using a combination of internal methods and ASTM procedures. Cured film properties were determined using both MFMA specifications and ASTM test methods. Solvents were all obtained from commercial and scientific sources and were used as received. Isocyanate materials were obtained as development samples from their respective manufacturers: Evonik, Vencorex, Pflaumer, and Covestro. Coating additives were provided by BYK-Chemie and Tego. Substrate wood panels were obtained from a local flooring supplier, cut from stock, and sanded with 80-grit, 120-grit, and 220-grit sandpaper prior to use. Metal panels were cold-rolled steel (CRS), obtained from ACT. Draws were done using wire-wound rods or box-bar tool, allowed to flash for 15 min, then either set aside at ambient conditions or force dried
at 50°C.
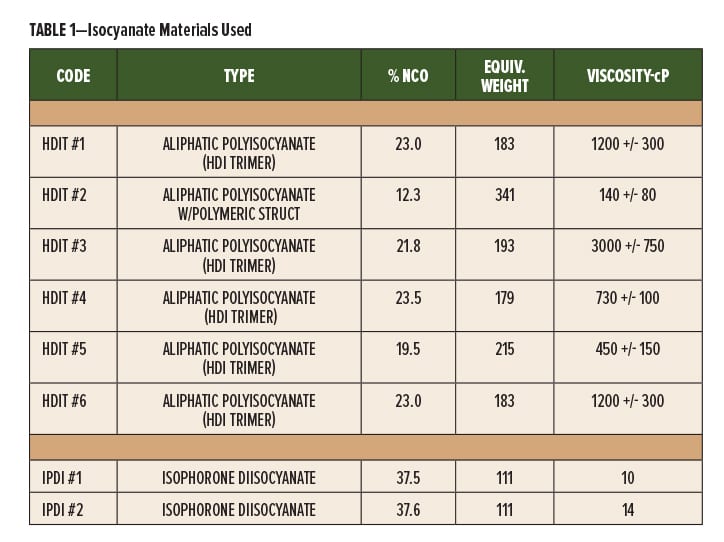
To help lower the initial viscosity before any solvent additions, six low viscosity polymeric hexamethylene diisocyanate (HDI) products (HDIT #1–HDIT #6) and two isophorone diis-cyanates (IPDI) were formulated as 2K clear films with the RMG 2K SB polyol and evaluated for cure response, hardness, gloss, flexibility, and pot life (Table 1). All initial testing was done at 100% solids to afford the most flexibility for final solvent blends.
Initial evaluations were completed using an NCO/OH index of 1.1:1.0 to 1.3:1.0. The catalyst for the study was dibutyltin dilaurate (DBTDL) obtained from Air Products and was used at levels between 0.018% up to 0.034% (as supplied) on total resin solids. Other non-tin catalysts based on zirconium and bismuth were investigated, but much higher levels were needed to achieve the same cure speed as using the tin catalyst with HDI trimer. Screening formulations and testing were completed on CRS panels. Air-dry cure vs 50°C force dry was compared in an effort to shorten testing cycles. The testing showed that 3–4 days at 50°C was equivalent to 7–10 days air dry at ambient conditions using pencil hardness, adhesion, and König hardness as the criteria.
DATA AND DISCUSSION
We first looked at the various polyisocyanates available and their influence on physical and performance properties. As expected, cure response was correlated to catalyst level as was the pot life. A very basic formula was used in the initial work: only polyol, isocyanate, and catalyst. Dry times were done on a dry-to-touch basis. When the dry times extended beyond the workday, they were rated at less than 24 h if dry the next morning and rated greater than 24 h if they were not. The pot life readings were estimated visually as they approached gelation during hand mixing.
For the next group of evaluations, we used catalyst levels of 0.032% and 0.048% on total resin solids as the controls. We compared dry time, adhesion, hardness, and gel time. The dry time results for the HDIT #1 and HDIT #6 samples were similar, and since they had similar viscosities, we used both interchangeably in further work. All the other isocyanate samples either were too high in viscosity, too long in cure response, or had poor hardness.
Catalyst levels were also increased up to 0.11% on resin solids to see how much the dry-to-touch time could be shortened using HDIT #6. Times could be lowered down to the 60–90-min range, but the corresponding pot lives were extremely short, in the range of 10–15 min. However, even the lower catalyst levels still produced a pot life that was shorter than would be desirable. In an effort to lengthen the pot life, a ladder of 2,4-pentanedione was tried using the HDIT #6 and a catalyst level of 0.034% on resin solids. The pentanedione additive series ran from 0 to 4% of total formula weight at intervals of 1%. The dry times took slightly longer at the higher usage levels, but the pot life improved dramatically, using between 2–3% on total formula weight. This was an important modification to the formulation.
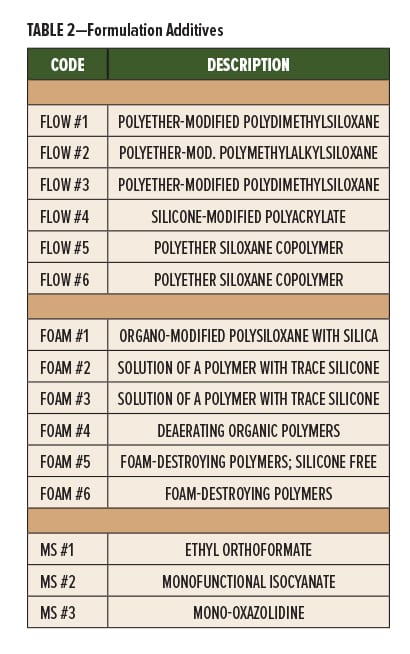
With the basic formulation in place, the next step was screening additives for flow/leveling and defoaming (Table 2). These additive samples were obtained from two different vendors based on their recommendations. All of the samples tested were either 100% active or zero VOC. Concurrent with these evaluations, additives for moisture scavenging (MS #1, MS #2, MS #3) were also checked. A series of letdowns was produced introducing each additive at its average dosing suggested by the supplier to check for compatibility with the polymer base. Letdowns were observed for clarity and any seeding/separation issues. The letdowns were then crosslinked with HDIT #6 and drawn down on Leneta charts to check for surface defects. Seven additives were eliminated at this point (three flow additives and four defoamers) due to surface irregularities. The tests were all run at 100% solids. The evaluation of the moisture scavenger was also completed, and a final selection was made (MS #3) based on VOC considerations and odor. It was incorporated into the formulation to also reduce overall viscosity. A second moisture scavenger alternative (MS #1) worked well but its odor was stronger, and the flash point was low (86°F TCC). The third candidate (MS #2) was compatible but its main function was for the pigment dispersion phase to remove residual moisture from pigments during dispersion.
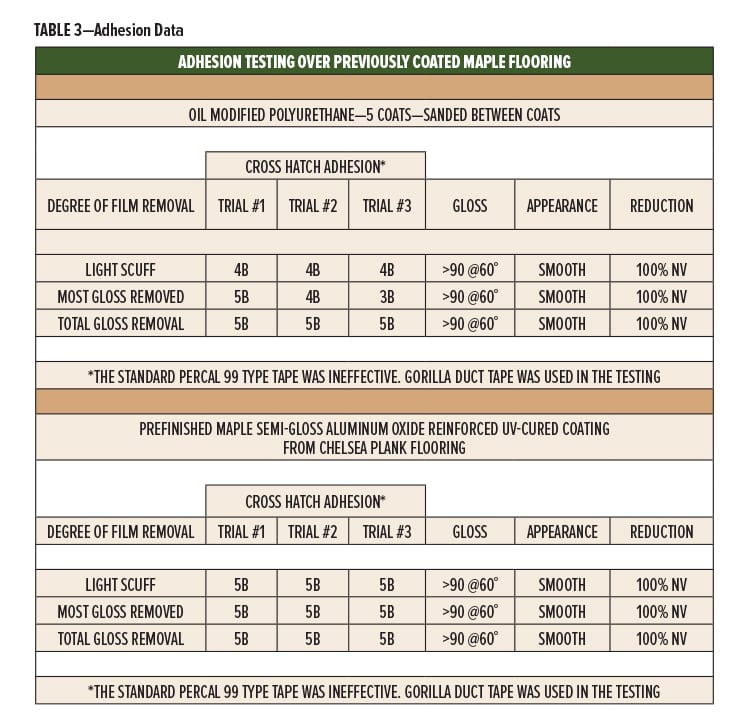
Flow/leveling additives can cause recoat issues, so a new series of trials was performed to look into recoatability when using the three remaining surface additives. The test matrix included a “no additive” control, plus first coat reductions of 10%, 25%, and 50% with PM Acetate. The NCO/OH indexing was varied from 1.1:1.0 up to 1.4:1.0. Adhesion testing was performed on the base coats, and the second coat was applied after 24 h. Cross hatch adhesion results were 5B in all scenarios. The substrate used was #1 clear grade hard maple, well-sanded. Adhesion was also tested over previously coated maple flooring (Table 3). The two commercial coatings evaluated as prefinished maple flooring were an oil-modified urethane (Comp1) and an aluminum oxide reinforced UV-cured coating (as received from flooring supplier). The surfaces were prepared with a light scuff, majority gloss removal, and total gloss removal. The results were all excellent using Gorilla duct tape instead of the regular specified adhesion tape.
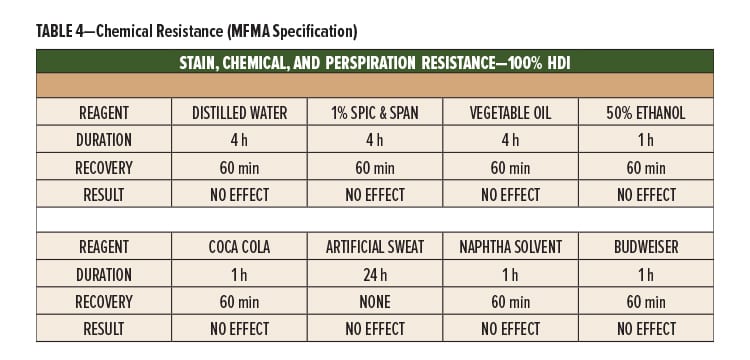
The basic formulation now in hand yielded good gloss, flexibility, impact resistance, and adhesion over both unfinished and previously finished wood flooring. The first set of Taber abrasion (CS-17 wheels with 1000 g load, 100 cycles) and chemical testing per the MFMA were conducted. The Taber testing was evaluated at NCO/OH indexes of 1.1:1.0 up to 1.5:1.0. The chemical testing was at an index of 1.2:1.0. Both tests used HDIT #1 as the isocyanate. Results of both tests were good. The chemical exposure test showed no effects on the cured films (Table 4). The Taber abrasion testing showed a maximum of 10 mg weight loss and, in most cases, was zero weight loss.
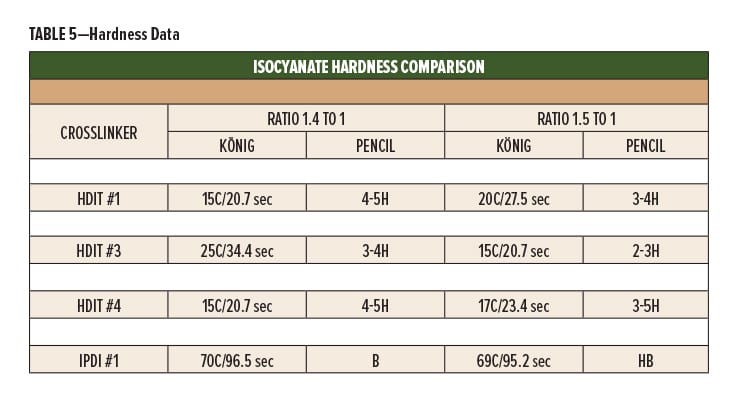
Good general properties were achieved at this point, with the exception of pendulum hardness. Pencil hardness readings were good, 3H, indicating a tough film, but the film did not have a hard feel. The König/Sward hardness readings were lower than needed to pass the MFMA specification for minimum Sward hardness of 25 (the present readings were in the 2–5 range). The initial attempt to solve this was by increasing the NCO/OH index up to 1.4 and 1.5:1.0. Some improvement was seen but still did not meet the specification. A second screening using a subset of the initial isocyanate candidates all at higher index levels was performed to look for the best ultimate König/Sward hardness along with good cure response.
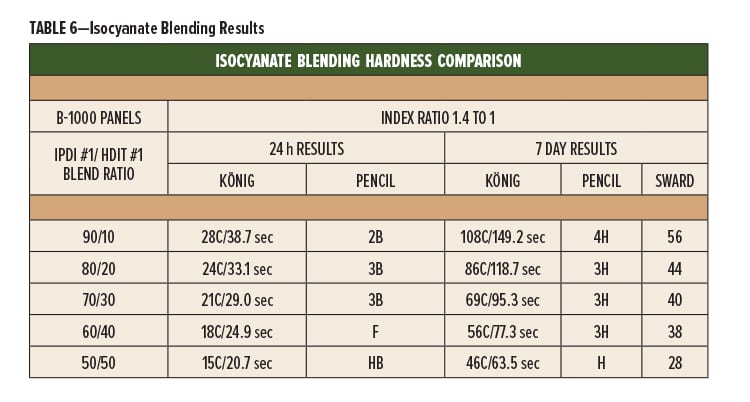
The IPDI crosslinkers did not give the fastest dry but did provide the best König/Sward hardness, along with slightly lower pencil hardness results (Table 5). A direct switch would sacrifice the dry-to-touch time performance, so blending was explored to try and synergize benefits. The IPDI #1 was laddered with the HDIT #1 in an attempt to optimize the hardness and cure properties. Ratios were run from 90/10 to 50/50 with the IPDI being the larger portion, while using an index ratio of 1.4:1.0 (Table 6). The results were, as expected, better hardness readings at higher IPDI content, but slower dry times. These results indicated that a final ratio of 55/45 to 60/40 would meet the MFMA requirement.
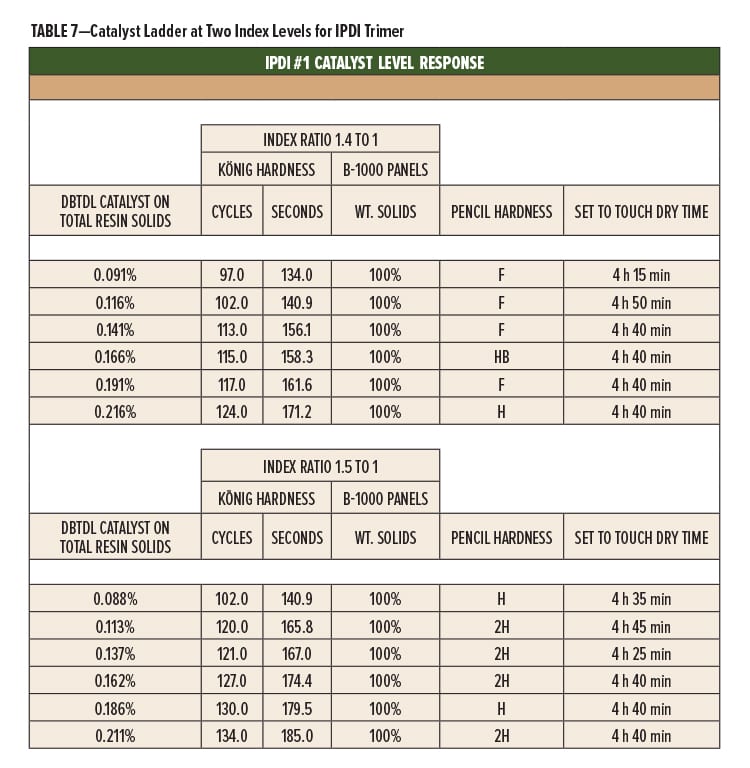
A separate look at catalyst level to improve dry time for the IPDI #1 only resulted in reducing its pot life to 15 min without increasing the dry speed, although König hardness was quite high (Table 7). The best blend going forward with balanced performance was the 60/40 blend, although viscosity was a bit high. The moisture scavenger and a reactive diluent helped further reduce the viscosity, but some solvent blending was necessary to achieve the goal of 20–30 sec using Zahn cup #2 (30–70 cP), reducing the final solids below 100%. Attempts to use HDIT #2 as both reactive diluent and crosslinker made films too soft.
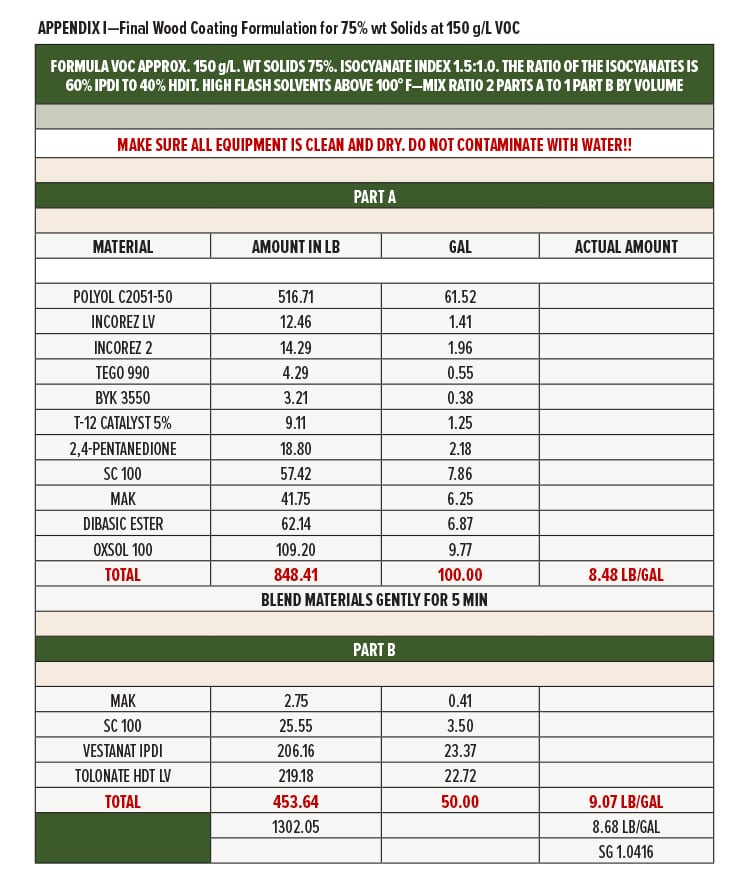
The reduction properties of various solvents were checked with the polyol and the toxicity profiles were also logged. Most of the solvents reviewed had flash points above 100°F to help flammability issues in closed area applications. Formulas were developed using a 150 g/L target at 65% and 75% weight solids. Exempt solvents were used to achieve the VOC level. Two variations of solvent blend were developed. One version had a flash point above 100°F and the other had a flash point below 100°F. The exempt solvents considered were Oxsol 100, tert-butyl acetate, dimethyl carbonate, and some higher boiling point solvents such as dibasic ester (DBE). Acetone and methyl acetate were not considered due to their extremely low flash points. A large amount of data was generated using the two different solvent blend versions along with the blended IPDI/HDIT. The trend was toward better hardness with the fast solvent blend. The DBE in the slow blend seemed to retard the hardness development and the level was lowered during the testing to lessen its effect. Tert-butyl acetate had a negative effect on pot life and the dimethyl carbonate seemed to slow the dry times at higher levels. The flash point of the chosen solvent blend was over 100°F. The final reduced coating had a viscosity of 24 sec using a #2 Zahn cup, and a Sward hardness of 38. This 150 g/L solvent blend consisted of:
- 21.2% light aromatic blend (SC 100);
- 15.4% methyl amyl ketone (MAK);
- 23.0% DBE; and
- 40.4% Oxsol 100.
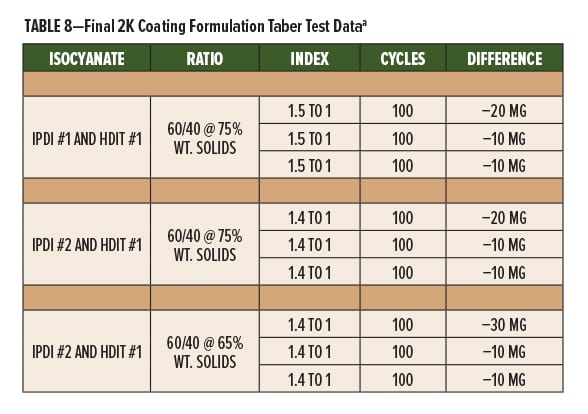
The final formulation was now established so the chemical resistance and Taber abrasion testing were rerun because of the new isocyanate blend and the NCO/OH index change (Table 8). The results were very good like the first series, passing the MFMA specification for chemical resistance and Taber abrasion. The black heel mark testing also gave excellent results of less than 1% marking per MFMA specification. Gloss, impact resistance, adhesion, sandability, and hardness were all good and within MFMA specification. Recoat testing was run over a period of seven days between the first coat and the second coat with no sanding between coats. Results of this were also good with 5B adhesion ratings.
For the final formulation, pot life was determined in two ways. The first was to use the doubling of viscosity rule and the second was using a Gardner gel timer. By the 2x viscosity rule, the pot life was between two and three hours. The #2 Zahn viscosity at three hours was still less than 50 sec. Using the gel timer, the pot life was greater than 40 h. The 2,4-pentanedione was incorporated at a low level, approximately 1.15% on total formula solids.
BENCHMARKING
Performance comparisons were completed using the wood coating formulation developed here against competitive formulations and two internal developmental products, referred to as AM2010-13 and AM2010-15. They are both early stage PUD prototypes, and the AM2010-13 is based on the same polyol used for the solventborne 2K work documented here. The AM2010-15 is a second PUD based on a high recycle content polyol.* These waterborne resin alternatives are discussed separately below and were tested as clear blends with no additives other than coalescent solvent.
*EP1000-5.4, developed by Resinate Materials Group.
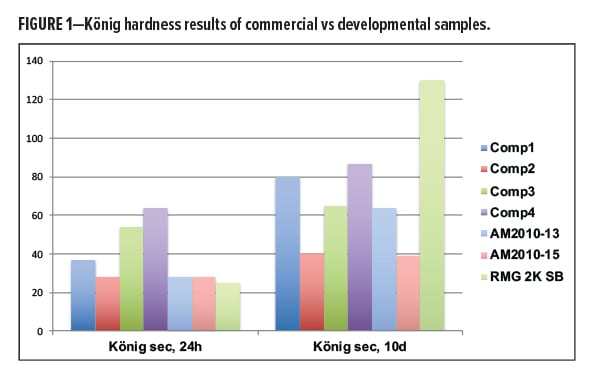
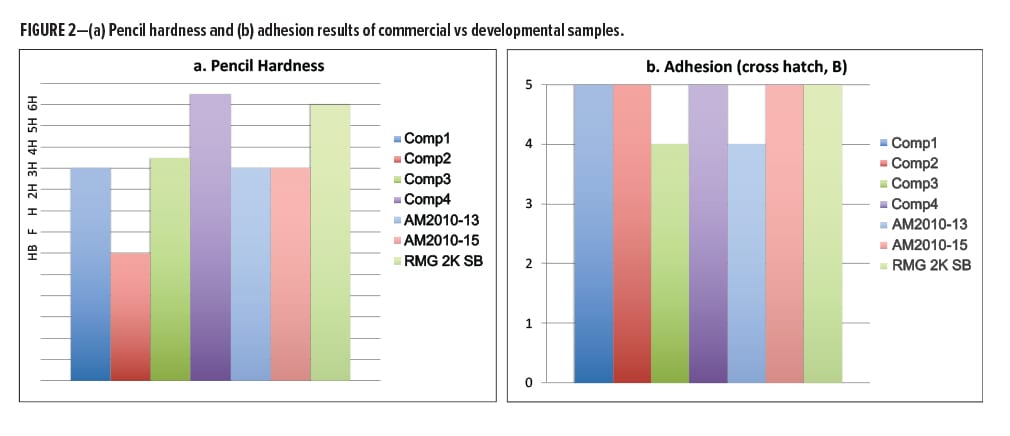
Also included were four finished commercially available products (Table 9) from the local hardware supply shelves: Fast Dry Oil Modified Urethane (OMU), WB One Coat, WB Ultra Floor, and WB Floor Finish (Comp1, Comp2, Comp3, Comp4, respectively). All finished products were intended for DIY use over new and previously finished wood flooring for restoration. They were evaluated at the full gloss level. Testing was comprised of 24-h and 7-day König hardness (ASTM D4366), 7-day pencil hardness (ASTM D3363), cross hatch adhesion (ASTM D3359), and 7-day Taber abrasion (MFMA spec). Testing was performed on 0.32 in. CRS panels with test films at 1.2 +/- 0.20 mils (Figures 1–4). Gloss readings at 20° and 60° (ASTM D523) were all made from coatings over sanded maple substrate.
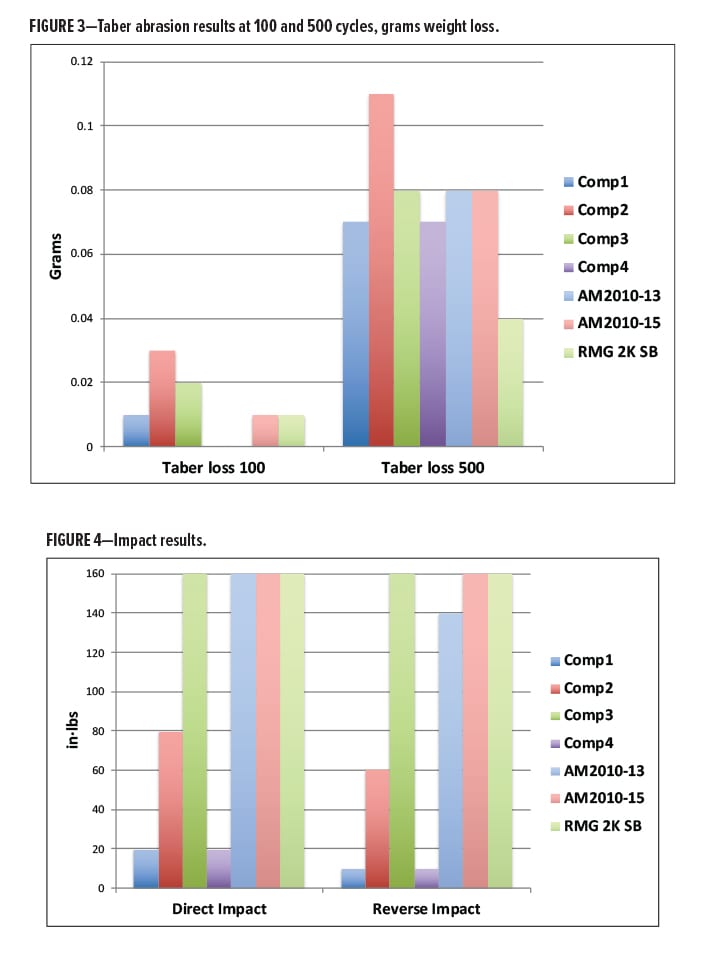
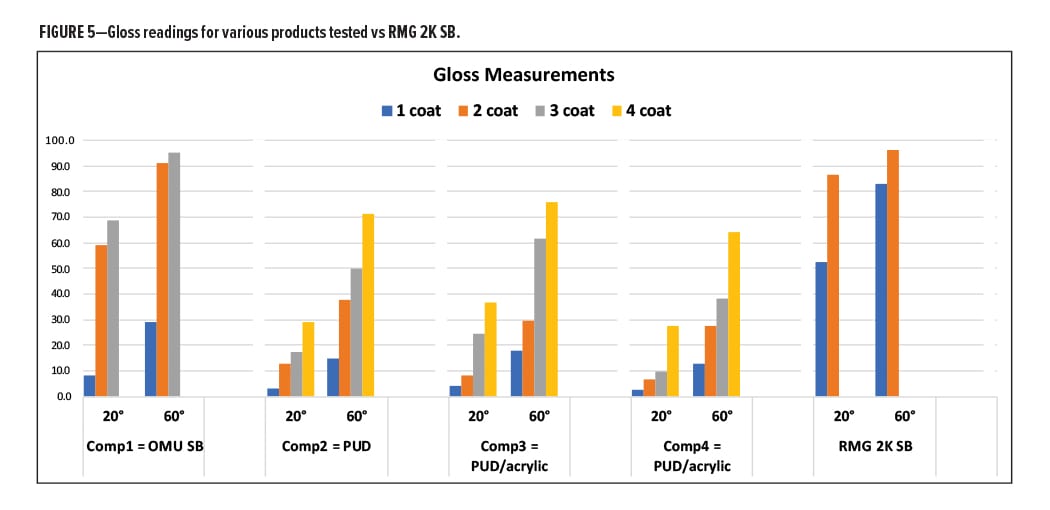
The solventborne wood flooring formulation RMG 2K SB performed very well against the competition. It had the best ultimate (aged 10 d) König hardness of all the competitive commercial products (Figure 1). The pencil hardness (Figure 2a) and adhesion performance (Figure 2b) were at the very top of the group at 5H and 5B, respectively. The Taber abrasion test indicated excellent performance at 100 cycles, but this formulation really differentiated itself from the rest at 500 cycles, having the lowest weight loss of the entire group, even though the RMG 2K SB wood flooring formulation was not optimized for the abrasion testing (Figure 3). The impact resistance of the new coating was at the maximum performance level of the test, 160 in·lb, for both direct and reverse impact (Figure 4). The gloss at 60° was slightly better than the Comp1 OMU product with one less coat applied (96 vs 95, Figure 5).
Coatings formulated with RMG 2K SB exhibited excellent properties including, but not limited to, high gloss, flexibility, adhesion, hardness, and chemical and abrasion resistance. These properties were obtained with the use of very few additives at low dosage levels. The test formulations provided recoat windows verified up to seven days with no surface preparation. End properties could be tailored to the specific end use by modification of the isocyanate component. Modifications like these had little or no effect on the final resistance properties.
The polyol had very good solvent compatibility and reduction characteristics with most solvents except for aliphatic blends. Exempt solvents such as Oxsol 100 were also compatible with RMG 2K SB allowing for further VOC reductions. VOC levels of 150 to 250 g/L were possible at the low application viscosities needed for wood flooring applications. The wide range of solvent compatibility allows the formulator to adjust the solvent odor to the customer’s satisfaction. Compared with commercial waterborne and conventional oil-modified urethanes that take up to five coats for the desired film build, high solids formulations made with RMG 2K SB were able to accomplish this in two coats at 75% solids. Most importantly, the resultant film had much higher gloss than seen from the waterborne systems, and even slightly higher than the oil-modified urethane. Overall, it provided much better film aesthetics—like a mirror finish (Figure 5). An additional feature of this formulation is its ability to overcoat previously finished wood flooring with minimal effort and material.
The combination of resin, solvent, and additives in this new composition for wood enhanced performance, while delivering high gloss at low VOC in only two coats. The final high solids, 150 g/L VOC formulation is detailed in Appendix 1.
WATERBORNE CONVERSION
The two developmental PUDs mentioned earlier were evaluated as clear coatings, with only minimal added solvent to achieve the best films. The finished waterborne dispersions contained 4% NMP on total resin solids, so VOC was minimal. The AM2010-13 was based on the polyol in the 2K work described earlier, and the AM2010-15 was a second developmental system based on high recycle content. Although these were not fully formulated in this work, they had respectable aged König hardness, above 60 sec for the PUD based on the RMG 2K SB polyol (AM2010-13). This was very comparable to the commercial products in this study, although not as hard as the formulated 2K version of the same polyol. The impact performance for the developmental PUDs was very respectable, with maximum performance of 160 in·lb for direct and 140–160 in·lb for reverse. This is very interesting when comparing with the waterborne commercial products, Comp2 and Comp4 with only 10–60 in·lb performance, indicating some degree of brittleness. Surprisingly, the OMU (Comp1) had impact values of only 20 and 10 in·lb for direct and reverse, respectively. For good hardness and flexibility combinations in floor coatings, both the solventborne and waterborne versions (using the same polyol) seem to have a significant advantage.
The pencil hardness of the developmental PUDs was very good, at 2H. This was similar to performance of both the Comp1 OMU and the waterborne Comp3, and much harder than the waterborne product Comp2. Again, the formulated solventborne version outperformed the PUD version, but work is ongoing to optimize waterborne versions. Adhesion was good for both PUDs at 4B and 5B, similar to all the other products tested. Finally, the Taber abrasion test indicated excellent performance by the PUD products at 0 and 10 mg loss for 100 cycles (passing MFMA specification) and 80 mg loss at 500 cycles, closely following all competitive products except Comp2, which had the highest weight loss at 110 mg. Overall, we observed a very respectable performance for the two developmental PUD products, again highlighting the versatility and advantages of the polyol technology.
CONCLUSIONS
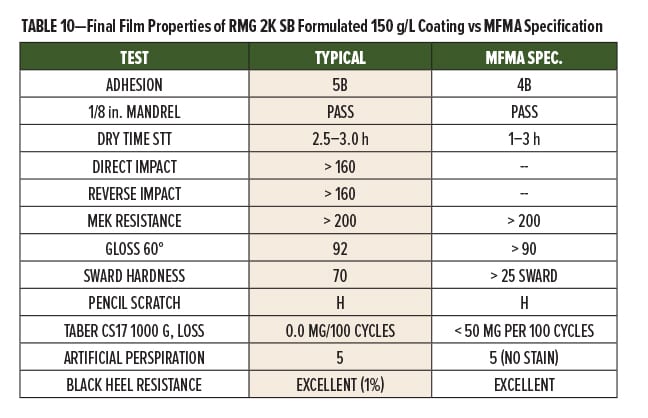
A new 2K coating composition based on renewable resin technology (RMG 2K SB) has been developed for wood protection with VOC of less than 150 g/L. It has been optimized for improved film performance, dry time, application viscosity, and potlife. When compared to a commercial solventborne oil-modified urethane (550 g/L VOC) and three fully formulated commercial waterborne wood flooring products (275 g/L VOC), many advantages were observed. These include improved König hardness, Taber abrasion, impact resistance, and gloss, along with similar pencil hardness and adhesion. In addition, the recoat window is a full seven days without surface preparation; solvent selection is very broad; and a matching, or better, finish is achieved with only two coats vs the commercial products needing four to five coats, over both original and refinished wood flooring. The performance of the new coating was the best overall protective finish for wood flooring at the most economical usage (see Figure 5) and lowest VOC in the test group. Economical usage refers to the extended recoat window—no need to sand between coats, the reduced labor for two vs four to five coats, the reduced material costs at twice the solids delivered to substrate, the reduced time of lost service required for multiple coats, and the lack of grain raise effect causing the need to sand and clean (Table 10). The coating developed in this work is shown after two coats over sanded maple in Figure 6, clearly showing the depth of reflected image.

Initial performance from converting the RMG 2K SB floor coating resin into a waterborne system was also investigated. In a PUD, only 4% NMP as co-solvent was required. The resulting adhesion, and König and pencil hardness were very similar to the commercial waterborne benchmarks in this study. The PUD based on the renewable polyol demonstrated the best Taber abrasion performance and highest impact resistance of all the waterborne products in this study. It is anticipated that this sustainable polyol will soon have a place beside the other low-VOC solventborne and waterborne options for protective wood coatings in the near future.
ACKNOWLEDGMENTS
The authors gratefully acknowledge the assistance of their coworkers in the Resinate Materials Group laboratory, also to Adam Emerson for assistance in structuring this work, Jack Kovsky for editing, and to Mike Christy for his assistance with project management. We very much appreciate the contribution of samples from commercial suppliers that enabled this work.
References
- Challener, C., “Improving the Performances and Application of High Solids Protective Coatings,” CoatingsTech, 11 (8) 41 (August 2014).
- Challener, C., “Trends in Interior Wood Coatings: Tracking the Shift from Solvent to Waterborne and UV,” (comments by S. Insogna), CoatingsTech, 12 (10) 36-41 (October 2015).
- Ibid., p. 40 (comments by S. Cooley).
- Ibid., p. 41 (comments by M. Linares).
- Ibid., p. 37 (comments by J. Fuell).
- Challener, C., “Industrial Wood Coatings: Numerous Applications with Diverse Needs,” CoatingsTech, 15 (6) 26 (June 2018).
- https://www.hardwoodinfo.com/specifying-professionals/professional-specifying/finishing/selecting-finishing-system/
- Challener, C., “Trends in Interior Wood Coatings: Tracking the Shift from Solvent to Waterborne and UV,” (comments by C. Torquato), CoatingsTech, 12 (10) 38 (October 2015).
This paper was presented at the American Coatings CONFERENCE, April 9-11, 2018, in Indianapolis, IN.
CoatingsTech | Vol. 15, No. 10 | October 2018