

By Nicholas Foley, Xin Li, and Jack Johnson BASF Corp. USA
Exterior surfaces experience degradative environmental conditions, such as intense UV exposure, rain, and temperature swings, leading to deterioration. Coatings are low-cost solutions offering decades of protection and preventing significant repair costs for buildings. The coating must withstand UV, mitigate water damage, and express the flexibility required to maintain adhesion to dimensionally unstable substrates (i.e., wood) as they undergo thermal expansion and contraction through the days and seasons.
BASF has investigated paint film mechanics through accelerated thermal cycling grain crack and tensile testing with intent to correlate the film properties to exterior exposure data. In this article, we demonstrate that adhesion after accelerated weathering, combined with tensile elongation testing, can be used to model outdoor weathering.
Introduction
The construction of new residential and multi-family housing units is on the rise in the United States. For example, construction of new privately owned housing units rose 7.3% from November 2018 to November 2019.1 Common to all these buildings is some type of exterior cladding; vinyl siding, brick, and veneers are fairly low-maintenance and do not typically require subsequent protection. In 2018, 50% of single-family houses completed used exterior cladding (stucco, fiber cement, or wood siding/trims) that require an architectural coating for both beautification and protection.2 In addition to new construction, many existing residential structures require recoats of paint to ensure continued protection and cosmetic appeal when damage to the substrate occurs. In 2019, this demand approximately amounted to 130 million gal (as calculated by BASF using American Coatings Association data) of architectural paint sold in the United States.3
Wood is a very popular building material due to its abundant supply, relatively low cost, wide choice of dimensional pieces, and ease of use in construction. Approximately 22% of single-family houses completed in the past 40 years feature wood siding.4 While there are many species of wood with varying properties, the most commonly used are spruce, pine, and cedar. Wood cladding will be subject to stress from thermal contraction and expansion throughout the seasons depending upon its specific thermal expansion coefficient (α). The thermal coefficients for either radial or tangential grain direction can be 5–10 times greater than thermal coefficient of the parallel grain direction.5 Additionally, the wood is subjected to UV, which can act to degrade the wood fibers through high-energy radical generation, while water can cause swelling and further expansional strain. Without protection, the combined effects of UV degradation at the molecular level, increased stress from water hydrostatic pressure, and thermally induced movement will generate substantial degradation of wood cladding over time.
An architectural paint not only provides beautification to the building envelope, it also can act to mitigate water absorption and UV exposure for the cladding, reducing the overall stress the cladding is subjected to, and thus extending the life of the cladding, which in turn helps extend the life of the building. When it comes to wood cladding, a protective coating is required to prevent accelerated deterioration. Traditionally, solventborne paints have filled this role, but with the shift over the last few decades to more environmentally friendly paints, waterborne acrylic-based paints have come to dominate residential architectural coatings. Acrylic polymers offer a broad set of monomers, morphologies, polymer glass transition temperature (Tg), and functionality tools for chemists to achieve excellent cost-performance balance.6
When developing and marketing waterborne acrylic paints, paint manufacturers often use guarantees claiming up to 25 years of performance to consumers and painters. To back such claims, the industry must continually improve the use of accelerated weathering and laboratory tests to more reliably predict the performance of the coating in the field; waiting 25 years for a coating to fail is not practical. Correlating accelerated testing with natural exposure is no trivial task and requires many testing variables to be taken into account. Given the variation in the North American climate and the high degree of variation within wood species and geometries, there is very unlikely to be one, single predictive test for long-term durability. Rather, the selection of a host of variables and coating performance properties will need to be combined into one predictive model.
Using data from samples of acrylic binders on pine exposed for two years at a 45° south configuration at its Limburgerhof, Germany exposure facility, BASF sought a correlation between lab test data on binders and formulated clear stains and their real-life performance.7 While this location is not considered to have extreme weather conditions, it represents a true four-season climate with snow, freeze-thaw cycles, heat, moderate UV exposure, and moderate rainfall. Samples were evaluated after two years on cracking, flaking, and mold growth, among other important attributes, and the candidates were grouped into three performance groups—”no damage”, “starting damage”, and “bad damage”. Lab testing included hardness, water resistance, initial wet adhesion, and film elasticity at 0° C and 23° C. It was found that there was no single correlation between lab testing and the exterior rankings. The better performing samples with “no damage” tended to have higher elongation at break at 0° C, better wet adhesion, and lower water adsorption. However, this trend did not hold true in all cases, and looking across the best (“no damage”) data set, individual coatings exhibit different confounded factors. The findings overall give an indication of important factors to consider in the design of high-performance exterior coatings—most of which align well with common intuitions and expectations—but are unable to assemble a robust predictive model.
Recently, we sought to expand upon these findings by comparing the exterior exposure results of commercial paints after four years in Charlotte, NC at 45° south. Similar to the Germany location, Charlotte is also an interesting exposure site that offers a true four seasons and all the associated weather challenges. The exposure project offered a series of semi-gloss and flat paint weathered samples on wood substrates displaying a balanced and distributed range of cracking behavior, thus making it an interesting candidate set for studying predictive failure. Cracking was exclusively the focus of the exposure series for this study, as this type of failure particulary leads to loss of protection for the building envelope and results in the costliest claims for paint manufacturers. For the lab studies, we measured adhesion properties to wood, thermal cycling testing by ASTM D6944, and film mechanics at varying conditions. The goal was to determine the accelerated and mechanical lab tests that best correlated to the real-world coating performance. However, we found no single test correlated at all with the four-year exposure results. Rather, the combination of several tests could be used to construct a model that predicted the cracking behavior within the scope of this single board series. This work lays the foundation for our future aims to build, test, and refine a broader and more comprehensive predictive model of exterior wood coating failure.
Experimental Setup
Adhesion Testing
The adhesion of paints was measured using the method described in ASTM D 3359-09e2 entitled “Standard Test Methods for Measuring Adhesion by Tape Test.” Test method B was used with a 255 mm clearance rectangular applicator applied to 0.75-in. southern yellow pine wood. Paints were air-dried for seven days at 72° F and 50% humidity and then placed in fog box for seven days with mist spraying at a flow rate of about 2.3-in./hr. Samples were allowed to be air-dried at 72° F and 50% humidity for four hours before the adhesion testing. A visual adhesion rating was noted for each coating (0B, little or no adhesion; 1B, 20% adhesion; 2B, 40% adhesion; 3B, 60% adhesion; 4B, 80% adhesion; 5B, 100% adhesion).
Accelerated Thermal Cycling Grain Crack Test
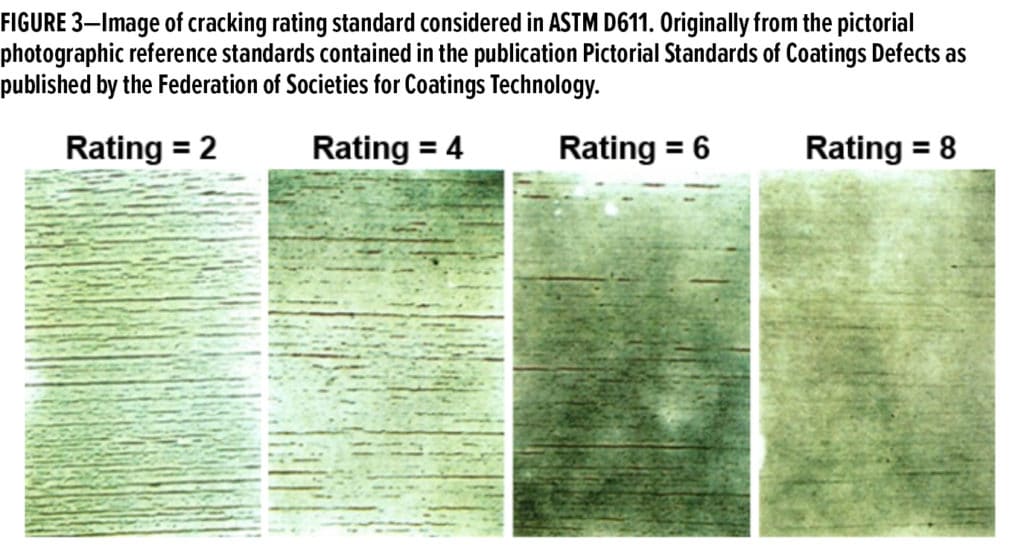
All paints were applied to 0.75-in. southern yellow pine as two coats at 72° F and 50% humidity. The second coat of paint was applied 24 h after the first coat. After conditioning for a total of seven days at 72° F and 50% humidity, the specimens were placed into the thermal cycling apparatus, and the cycling procedure described in the Freeze / Thaw / Immersion Cycle Accelerated Testing section was begun. The cycle was repeated for 30 days and rated by visual evaluation following the guidance described in ASTM D661 entitled “Standard Test Method for Evaluating Degree of Checking of Exterior Paints.”
Exterior Exposure
For the purpose of this study, all paints were applied to 0.75-in. southern yellow pine as one coat at 72° F and 50% humidity. After conditioning for a total of seven days at 72° F and 50% humidity, initial surface properties such as gloss, yellowness, and whiteness were measured. All boards were then placed outside at 45° south in Charlotte, NC starting in October 2015. Subsequently, every six months for the following four years, the boards were evaluated for gloss, whiteness, yellowness, cracking, checking, chalking, mildew growth, and dirt accumulation.
Tensile Elongation Testing
Tensile specimens were made by applying paints to Teflon™-coated panels using a 20-mil clearance square applicator, then allowed to cure at 25° C and 50% humidity. After one day, the films were flipped and allowed to dry for seven days. Dog bone-shaped specimens were then cut from the film, having a width of 0.15 ± 0.01 in. and a gauge length of 1 ± 0.01 in. The thickness of each sample was measured using a micrometer; film thickness ranged from approximately 0.05–0.200 mm. Tensile was measured in triplicate using Instron® model number 3382. Deformation was applied at 1 in./min until sample film ruptured.
Tensile Elongation Testing Variables
The above film curing, film preparation, and machine protocols were used in all tensile testing. Depending upon the requirement, films were exposed to different environments and include the following: 1) exposure to QUV-A (Q-Lab Corporation, Model Number: QUV/SPRAY; 0.89 W/m2/nm @ 340 nm) for seven days, 2) exposure to a fog box at flow rate about 2.3 in./h for seven days. Once the films were exposed to a desired condition, they were pulled to break at either 25° C, 0° C and/or -20° C. The percent elongation and tensile stress were recorded at the point of film breakage.
Statistical Data Analysis
The data were analyzed by statistical analysis software Modde (Version 12, MKS Umetrics AB Company) using its multiple linear regression model. The grain cracking rating was treated as a continuous response. Factors with a P-value less than 0.05 were considered as significant. Factors with P-value larger than 0.05 were removed from the model. The factors were selected manually to maximize predicted R-squared (Q2).
Results and Discussions
The relationship between physical properties of a coating and film cracking under natural weather conditions has been extensively studied. Once the film cracks, it exposes the wood to more intense degradative effects of the environment. Coating elasticity is, therefore, absolutely required to endure the dimensional changes that both the coating and the wood substrate undergo. But how much elasticity is required is unknown and highly dependent upon the conditions and physical properties of the wood substrate.
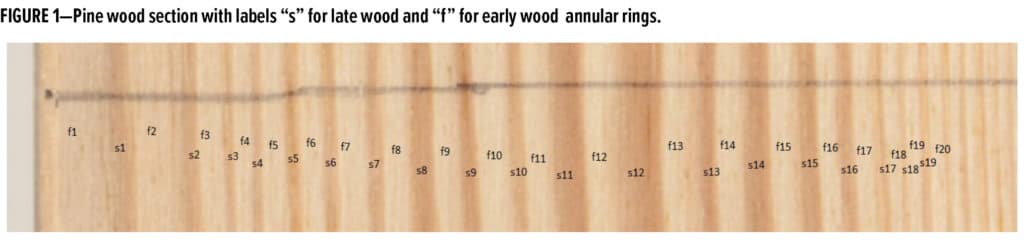
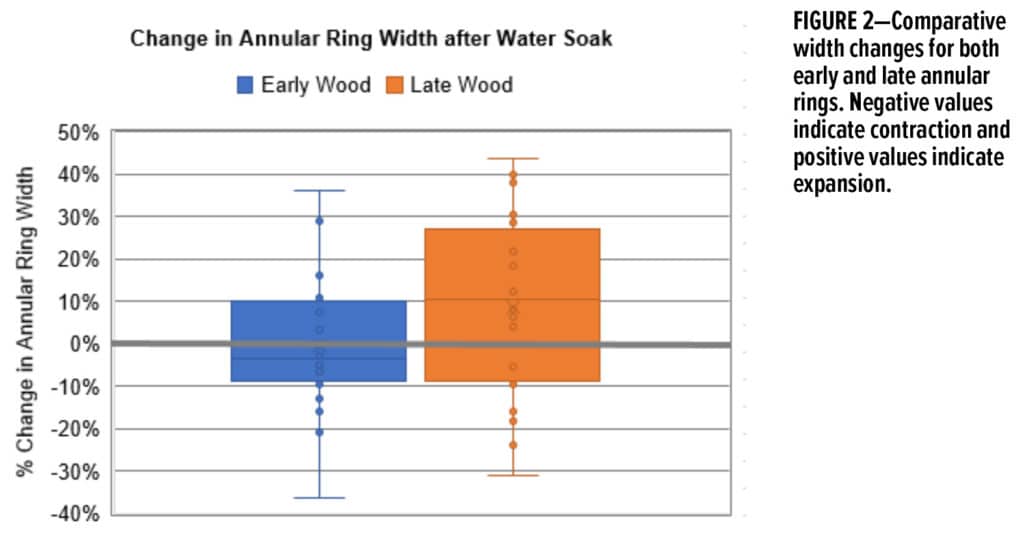
To develop a basic sense of how much dimensional instability a wood coating could be subjected to, we measured the expansion of one piece of ~3-in. wide pine wood cut ~70° perpendicular to the annular rings after soaking it in water for three days. By soaking in water, we exceeded the MCfs (moisture content of fiber saturation), allowing us to measure the maximal expansion at ambient temperature; beyond the MCfs the wood is known to be dimensionally stable.8 We measured a 4.5% width increase for the entire wood section; a typical, if not slightly low value for pine. However, as shown in Figure 1, we also measured the expansion of 40 individual annular rings in (predominantly) the radial direction via microscope. The individual radial expansion and contraction values are graphed in Figure 2. Approximately 70% of the early rings were measured to contract, while 65% of the neighboring, higher-density, late rings were observed to expand. While the overall wood section expanded by 4.5%, the local annular rings experienced a dimensional change from -36% to 43%. This means that discrete sections of a coating can experience these extreme degrees of dimensional strain.
With these results in mind, we considered a range of lab tests that we could use to attempt to make correlations to our four-year commercial paint study. Because wood coating mechanical integrity is clearly a requirement, we put much emphasis on studying the mechanics of the coating via tensile elongation and accelerated thermal cycling tests to understand the impact of water and temperature-induced dimensional stress on a coated piece of wood. Additionally, we incorporated adhesion to water-conditioned boards because the dimensional stress between the coating and the wood is highest under water-induced expansion and contraction.
Exposure Series
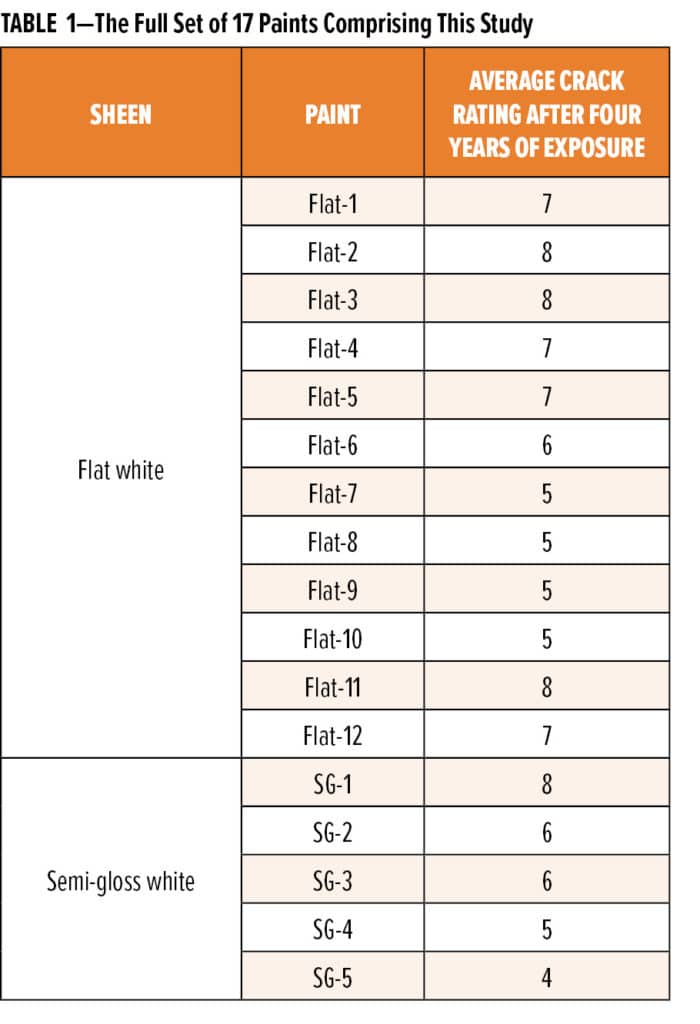
Twelve flat and five semi-gloss, untinted, white waterborne commercial paints from several paint manufacturers were used in this study dating back to 2015. The paints were applied with one coat by brush on 0.75-in. southern yellow pine, with at least one duplicate, placed on a test fence facing south at 45°, and tracked for four years in BASF’s Charlotte, NC exposure facility. The grain cracking of paints was rated by visual evaluation on a 0–10 scale (10 being the best) according to ASTM D661. Images referenced in ASTM D611 are from the Pictorial Standards of Coatings Defects9 as reproduced in Figure 2. Table 1 shows the paints and the average crack rating after four years of exposure.
Freeze / Thaw / Immersion Cycle Accelerated Testing
A variety of accelerated weathering methods have been developed to predict the coating performance in the real world. However, correlations between these accelerated methods and real-world exposure are not well established. For example, ASTM D6944 describes an accelerated thermal cycling method that includes freezing, thawing and immersion steps to determine the coatings resistance to such conditions. Properties such as checking, cracking, blistering, or adhesion loss can be gauged with an accelerated stress test like ASTM D6944. However, the method itself does not purport that it can provide a quantitative prediction of service life of a coating. We thus first wanted to test if ASTM D6944 bears any correlation to real-world exterior performance.
In this study, we slightly modified the example cycling parameters of ASTM D6944 Method A to fit our lab schedule. The 17 selected paints were applied by brush at two coats at natural spread rate on southern yellow pine and air-dried in a controlled temperature and humidity room (23o C, 50%). After curing for seven days, the specimens were placed into the thermal cycling apparatus and the cycling procedure shown in Table 2 began.
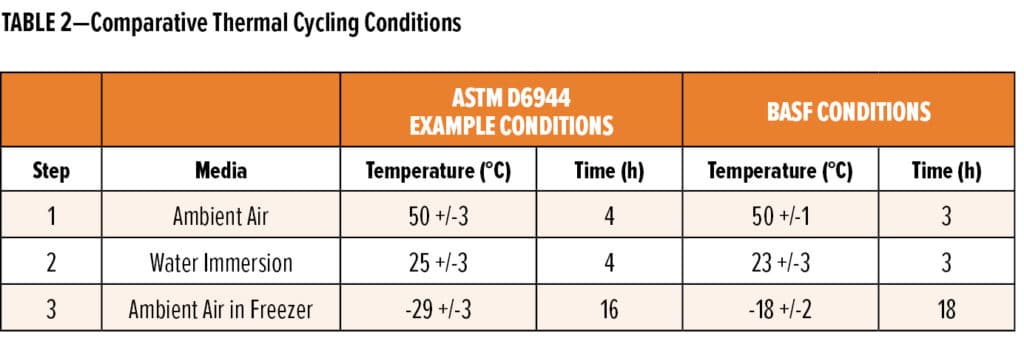
The cycle was repeated for 30 times and rated by visual evaluation. Only three paints (Flat-5, Flat-8, and SG-1) showed noticeable cracking with respective ratings of 6, 8, and 8, while the other paints had no cracking after accelerated testing (rating=10). The relative crack rating obtained from this testing does not correlate with the four years of exposure, showing that, with its current parameters, it is not a sufficient method to predict grain cracking.
It is also worth noting that the cracks we observed in the thermal cycling test were always preceded by blister formation immediately after several cycles. The blisters could be observed immediately after removal from the water bath and then would recover over time with exception of FL-5, which suffered irreversible, persistent blister deformation. The observation indicated that the failure mode in this testing could not be deconvoluted from either thermal expansion of the substrate or blistering. It is entirely possible that the cracking we observed was the result of stress caused by hydrostatic deformation from blister formation and not thermal expansion of the wood substrate. Meanwhile, in our real-world exposure testing, we were not able to capture blister formation, but did observe a range of cracking behavior. Because the boards are rated on a biannual basis, it is entirely possible that blisters formed and recovered. Again, in the real-world exposure, we could not deconvolute from either thermal expansion of the substrate or blistering. These results suggest ASTM D6944 is not sufficient as a predictor of real-world cracking behavior. It is possible that other lab or accelerated tests may help serve as better predictors of cracking. In the following sections, a range of other test methods are explored as means to find better correlation of the lab results with real-world performance.
Tensile Strength and Elongation Testing at Room Temperature
Despite the general agreement that the mechanical performance of a coating, such as strain at break, has a strong influence on the grain cracking resistance, a correlation and prediction model has not been well established.10 Tensile strength and elongation testing is typically used to characterize the brittleness and ductility of a paint film. This test can provide very useful information of the mechanical properties of specimens, including elastic modulus, strain, and stress at break, total energy to break, etc. In the first testing series, the stress and strain response at break were measured for all 17 paints at room temperature as described in the experimental setup. For all our tensile elongation testing, dog bone-shaped films were chosen over rectangular strips, as previous comparative studies of film geometry have shown that this shape yields a lower standard deviation.11 To further help reduce errors, we also followed the recommendations from this study to maintain consistent tensile test speed rates and a minimum dry thickness of 80–100 mm.
It is often assumed that higher strain at break at room temperature implies that the coating is more ductile and that, in turn, this property should translate to suppressed cracking over the lifetime of the exterior coating. Figure 4 is the plot for grain cracking rating after four years of exposure vs strain at break at room temperature for the 17 paints. Based on this data, it is clear there is no obvious correlation. We can see that higher strain at break does not necessarily lead to better cracking resistance. For some paints, a good crack rating can be achieved even though the strain at break was as low as ~25%.
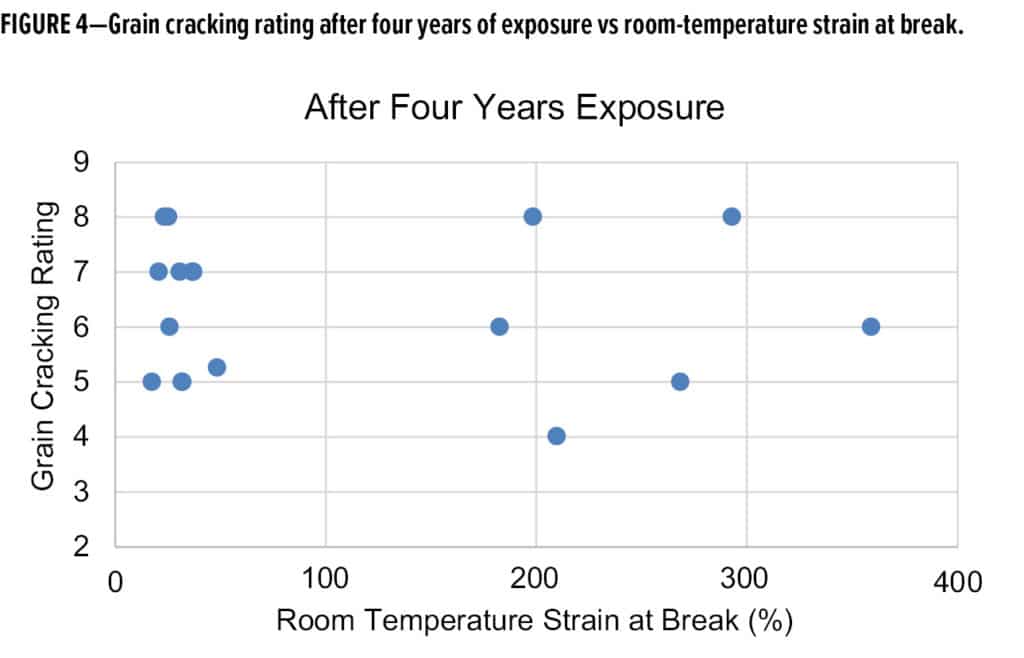
The results suggest that the tensile elongation test for a fresh film at room temperature is not sufficient to predict the cracking resistance. During outdoor exposure, coatings experienced varieties of weathering condition such as sunlight, raining, etc. The greatest substrate deformation can happen at any time of the year depending upon the conditions. In Charlotte, NC, the boards in this study would have experienced typical temperature ranges from -10 oC to 30 oC, average annual rainfall of 42 in. and an average of 40 freeze-thaw cycles per year. Therefore, it was prudent to explore the tensile elongation performance for specimens after different accelerated artificial weathering conditions and test them at different temperatures. The combination of results of tensile elongation under different accelerated weathering and temperature conditions may provide more insight of grain cracking in real-world.
Tensile Strength and Elongation Testing at Low Temperature
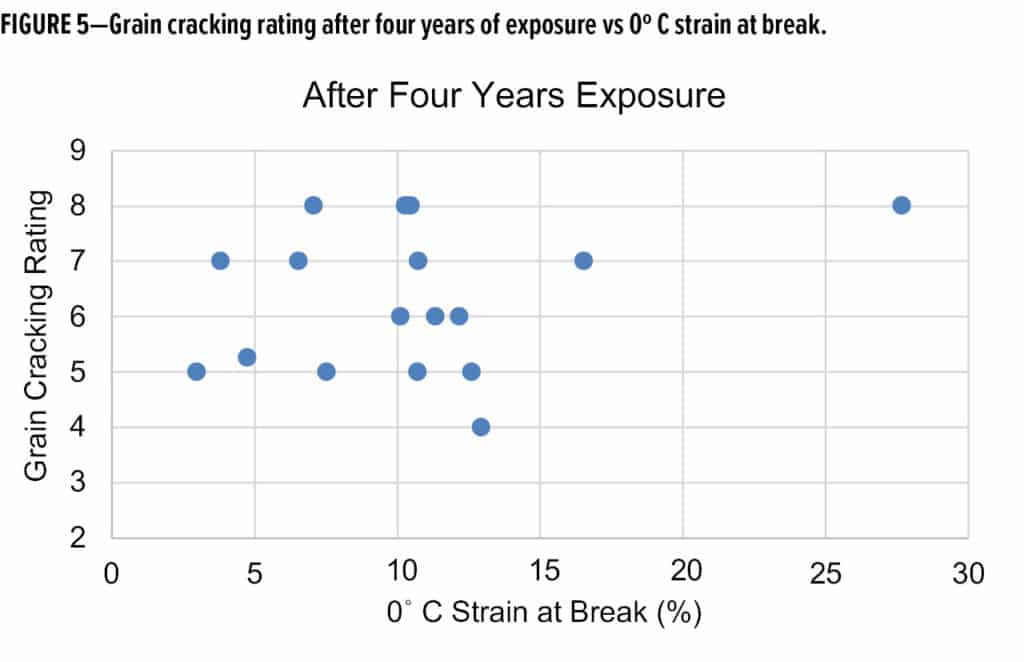
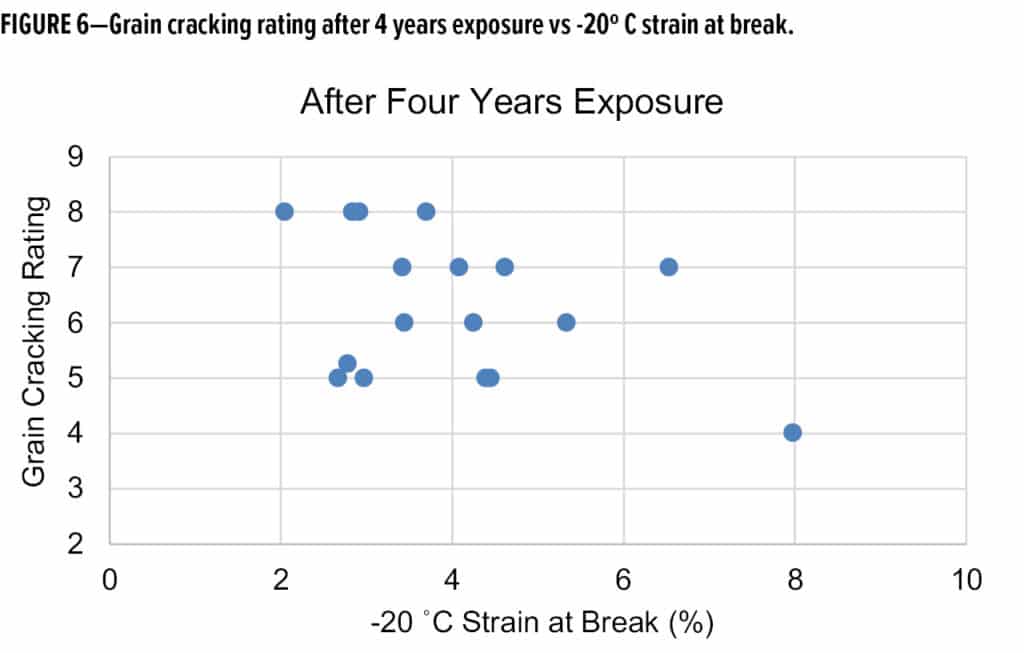
Typical polymer glass transition temperatures (Tg) of an exterior architectural paint are between -10o C–30o C. At temperatures close to and below their glass transition temperature, films are more brittle. Therefore, it is important to test tensile elongation at low temperatures. In this section, all specimens were prepared as described in the experimental setup. The tensile elongation tests were performed at two low temperatures: 0o C and -20o C. The strain at break vs grain cracking ratings at both temperatures are shown in Figure 5 and Figure 6. Once again, we can see that neither of these testing conditions alone correlated well with the grain cracking ratings.
Tensile Strength and Elongation Testing After Accelerated Weathering
In the real world, UV light from the sun and water can combine to change the mechanical properties of paint film over time. Typically, the flux of substrate, the coating dimensional instability (driven by hydrostatics and thermal expansion) and the increased frequency of free radical generation from UV lights act to accelerate damage to the coating. Therefore, it is common to use several accelerated weathering conditions to simulate natural weathering. This section describes QUV, or fog box, methods applied to specimens to study the UV and water damage, respectively.
Samples After QUV Exposure
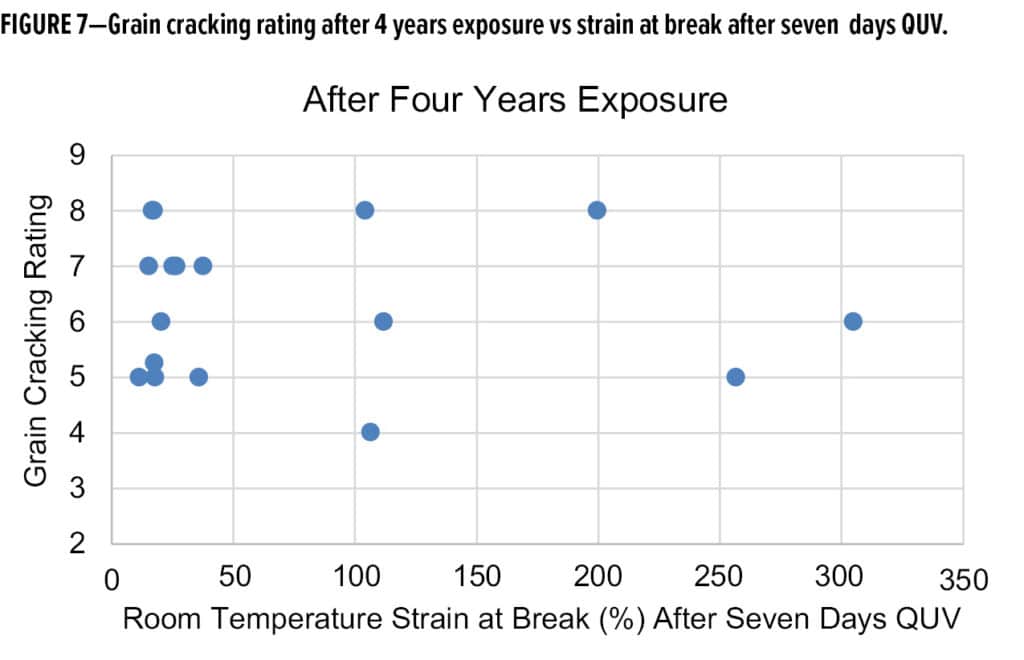
The tensile test specimens were prepared as described in the experimental setup and specimens were then placed in a QUV chamber. To isolate the photodegradation effect from water damage, no condensation cycle was used in the procedure. After seven days UV exposure, specimens were taken out of the QUV chamber and allowed to equilibrate in a controlled temperature and humidity room (23o C, 50%) and then tested by tensile elongation. Figure 7 shows the grain cracking rating after four years exposure vs room temperature strain at break after seven days QUV. We can see that there is still no strong correlation demonstrated in the plot.
Samples After Fog Box Exposure
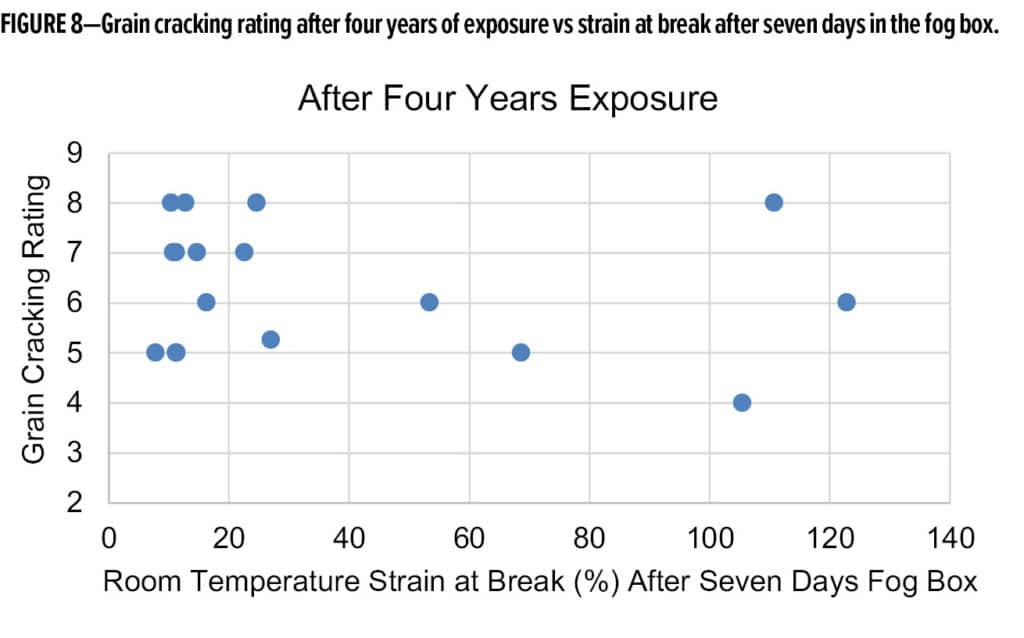
In this study, an in-house-developed fog box method was used to simulate water damage of the coatings. In the fog box, water mist was sprayed continuously from the top, and all specimens were laying horizontally on a piece of polyolefin substrate. After seven days in the fog box, specimens were removed from the fog box, air-dried for one day in a controlled temperature and humidity room (23o C, 50%) and then tested by tensile elongation. Figure 8 showed the grain cracking rating after four years exposure vs room-temperature strain at break after seven days in the fog box. Again, there was no strong correlation demonstrated in the plot.
Adhesion After Water Conditioning
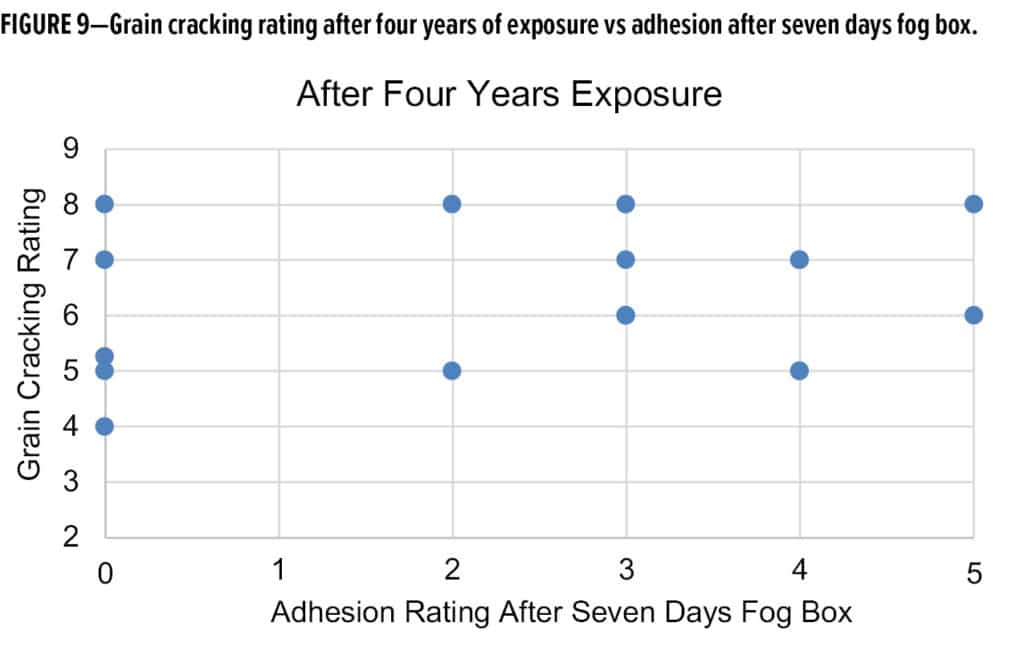
R. Sam Williams et al. discussed the importance of adhesion to substrates.12 They demonstrated that weaker adhesion to substrates leads to earlier cracking. Thus, we elected to test paint adhesion to pine wood boards after extensive water conditioning of the painted board in the fog box to simulate natural conditions. After seven days in the fog box, specimens were air-dried for four hours in a controlled temperature and humidity room (23o C, 50%). After four hours, the adhesion was evaluated following ASTM D3359 test method B. Figure 9 showed the grain cracking rating after four years exposure vs adhesion after seven days
in the fog box; no simple correlation can be observed.
Developing New Methods to Predict Grain Cracking
As shown above, no single tensile elongation or accelerated weathering test has a clear correlation with grain cracking. In the real-world, the failure of a coating is more likely a combination effect of different failure modes. All lab tests in the Experimental Setup section explore the failure under one single condition; therefore, it is not surprising that the correlation between any single condition testing result and the real world is weak. In this section, we combined results from the Tensile Strength and Elongation Testing Variables, and Adhesion After Water Conditioning sections, and used MLR to fit the grain cracking rating. We found good correlation when we considered all factors together in the regression fitting.
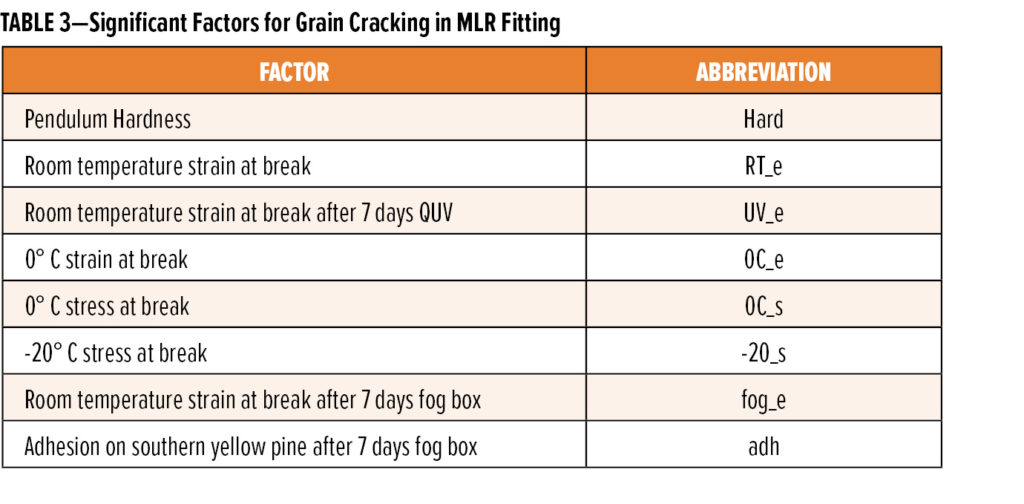
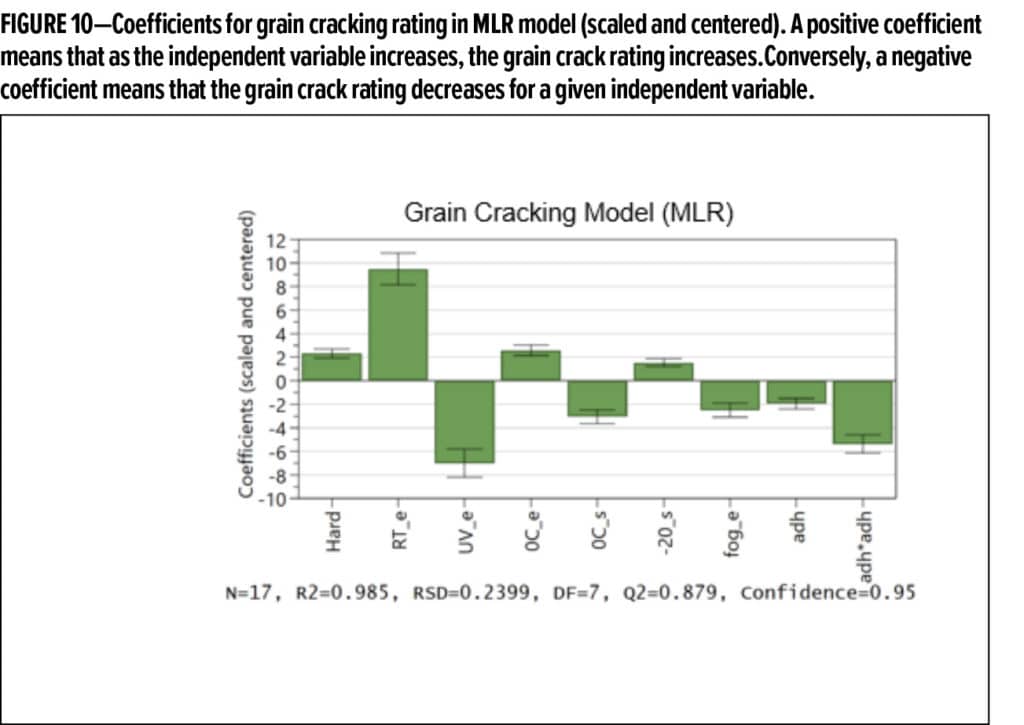
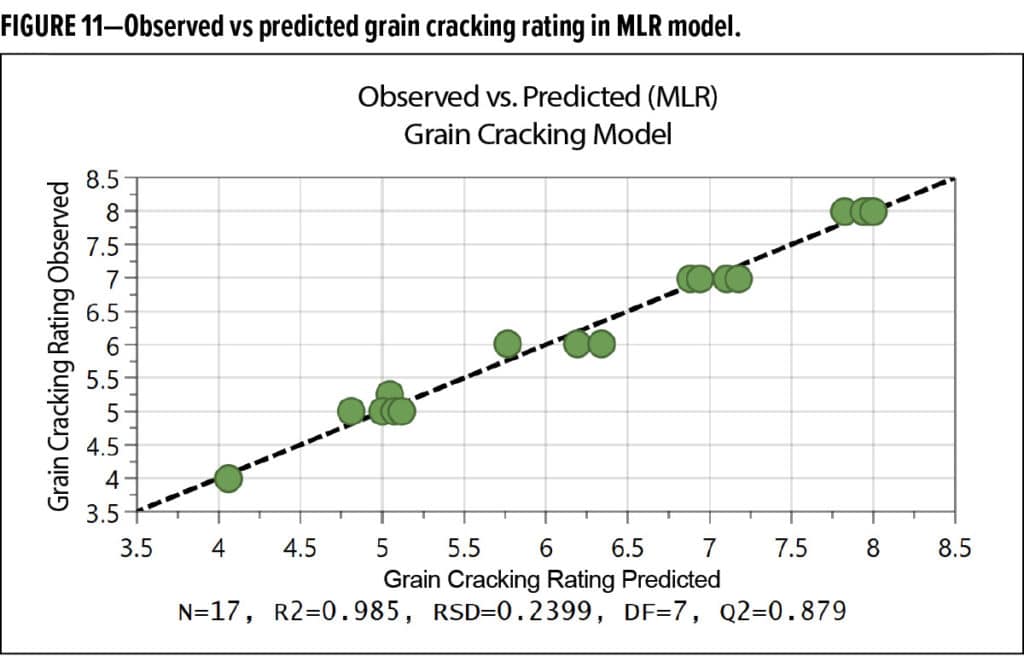
Stress and strain at break under different accelerated weathering and testing conditions (as described in the Exterior Exposure, Tensile Elongation Testing, and Tensile Elongation Testing Variables sections), adhesion rating (as described in the Statistical Data Analysis section), and pendulum hardness were used as the factors to fit real-world grain cracking ratings for the 17 commercial paints. Again, the data were analyzed by statistical analysis software Modde using its MLR model. Table 3 lists the significant factors for grain cracking and Figure 10 shows their coefficients in MLR fitting. Compared to single-factor effect discussed in the Tensile Elongation Testing Variables and Statistical Data Analysis sections, the multifactor regression model improved fitting with predicted R-squared (Q2) of 0.879. Figure 11 showed good agreement between the observation and model prediction.
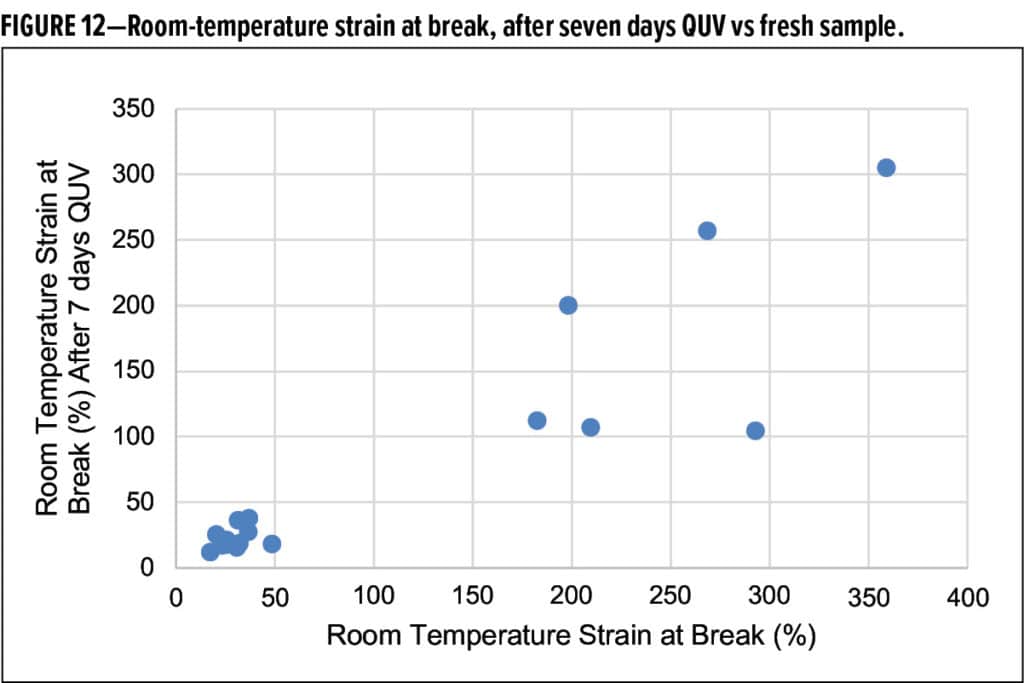
It was encouraging that combining several test results provides a better fit for the grain cracking rating, which was not achievable from a single lab testing. The results may guide us to a potential method to predict grain cracking in natural weathering conditions. Unfortunately, using the coefficients to investigate the factors’ influence is limited since some factors were correlated (multicollinearity). For example, it was expected that strain at break for a fresh specimen correlated with strain at break for a specimen after seven days QUV exposure, as shown in Figure 12. When we included correlated factors in the model fitting, the contribution from each individual factor cannot be investigated through the coefficients. However, if the model is valid, it can still be used as a predictor for grain cracking.
The square term of adhesion (adh^2) was considered significant and included in the model and exhibited a stronger correlation than the adhesion term alone. Since adhesion to a water-conditioned, painted sample has no strong correlation with other tensile elongation tests, we can investigate the contribution from adhesion. If the model is valid, the square term in this model indicated that the grain cracking was not a monotonic function of adhesion. This suggests the case that not too weak, but not too strong, adhesion may lead to better grain cracking resistance.
In the development of the model, we were concerned about overfitting since the R-squared (R2) seems to be high for this study, while tensile elongation testing and a natural weathering test usually has large standard deviations. In this model, the difference between R-squared (R2) and predicted R-squared (Q2) is only 0.106, which in general indicates overfitting was not observed. Nonetheless, further model validation with new data sets is critical if we are to develop a robust predictive tool.
The MLR model fitting was based on the performance of 17 paints in a single study design at, and only at, the four-year point in Charlotte, NC. The results from the model may not be applicable to other locations, climate, or durations. We expected that coefficients to be a function of weathering history. Under different weathering history, the contribution of each factor may also be very different. It is our intent to further investigate these variables and use them to refine future predictive models.
Summary and Conclusions
Effective exterior wood coatings can significantly extend the life span of the wood substrates if they can resist cracking and substrate adhesion loss. Within small loci, wood coatings can experience tremendous dimensional stress at the interface of the coating and the wood with varying temperatures and moisture uptake. Film flexibility is a must for an exterior wood coating, but direct correlations of this flexibility measured at varying conditions to real-world exposures is very weak.
Separate studies by two of our coatings development research groups show that the results from multiple lab and accelerated test methods are significantly confounded and do not generate easily decipherable trends. By measuring tensile elongation at multiple conditions along with adhesion to water-conditioned surfaces and film hardness, we were able to build a predictive model with a very good fit. The resulting model, however, is at this time limited to the scope of a single commercial paint study. Further, significant validation and expansion to other test methods, paints, and exposure parameters is required to progress the predictive model to the point where it can be a useful tool in the development of high-performance exterior wood coatings.
Acknowledgements
Deep gratitude to our colleague Dr. Roland Baumstark, who has contributed many years of coatings experience and fundamental work to achieve key insights in our understanding of exterior coating performance. Special thanks to Dr. Bas Lohmeijer and Robert Wrazidlo for stimulating discussions and wood swell measurements. Great support was received from Dr. Keith Task for statistical data analysis and model validity interpretation.
References
1. United States Census Bureau Public Information Office; Monthly New Residential Construction, November
2019, December 17, 2019. United States Census Bureau. www.census.gov/construction/nrc/pdf/
newresconst_201911.pdf
2. United States Census Bureau, Survey of Construction—Annual Characterisitcs of New Housing, 2018. United States Census Bureau. www.census.gov/construction/chars/
3. American Coatings Association. (2019). Architectural Industry Pulse.
4. United States Census Bureau, Survey of Construction—Annual Characterisitcs of New Housing, 2018. United States Census Bureau. www.census.gov/construction/chars/
5. U.S. Deptartment of Agriculture. (2010). Wood Handbook. Madison: The Forest Products Labratory.
6. Schwartz, M., & Baumstark, R. (2001). Waterbased Acrylates for Decorative Coatings. Hannover: Vincentz Press.
7. Baumstark, R. (2014). How to Predict the Durability of Water-based Exterior Wood Coatings? PRA 9th Wood Coatings Congress, (p. 12). Amsterdam.
8. U.S. Dept. of Agriculture. (2010). Wood Handbook. Madison: The Forest Products Labratory.
9. Federation of Societies for Coatings Technology. (1979). Pictorial standards of coatings defects. Philadelphia: Blue Bell.
10. Floyd, F. L. (2001). Modeling and Laboratory Simulation of Grain Cracking of Latex Paints Applied to Exterior Wood Substrates. ACS Symposium Series.
11. Schirp, C. (2016). News about testing of film mechanics of exterior wood coatings–Parameters, challenges and possibilities. PRA’s 10th International Woodcoatings Congres. Amsterdam.
12. Williams, R. S. (2004). Comparison of Traditional Methods for Testing Paint Service Life with New Methods for Service Life Prediction. 3rd International Symposium on Surfacing and Finishing of Wood. Kyoto.
CoatingsTech | Vol. 17, No. 10 | October 2020