

By Michelle Bauer, Tanya Hunter, and Yvette Gomez, ICL Phosphate Specialty—Halox, USA
Demand for high-performing, water-based coatings continues to be the trend throughout the many coatings market segments. Wood flooring, cabinetry, and furniture coatings segments are a major component of this movement. To support this transition, development of innovative solutions is required to provide improved coatings performance. End users are seeking increased durability and lower environmental impact, which comes with water-based technology. Improved scratch resistance will improve the long-lasting aesthetics and protection that wood coatings provide. A novel, easy-to-use approach to improve scratch resistance in water-based wood coatings has been demonstrated in multiple resin technologies. Performance testing of improved scratch resistance while maintaining good film properties will be presented in a water-based, ultraviolet (UV)-curable system that exceeds performance of current market offerings.
INTRODUCTION
Durability is sought out in all coating applications, but the meaning of that term can vary greatly depending on the end use of the coating and its desired protective property. Exterior architectural coatings require exceptional durability in terms of UV and moisture resistance, while a high-performance industrial coating interprets durability to be long-term corrosion protection. Durability is also valued for industrial wood coatings, which require an aesthetically pleasing appearance that is resistant to scratch deformation. Beyond aesthetics, a scratch in a film can lead to early failure of a coating’s protective properties.1 Superior scratch resistance has been identified as an unsatisfied need in the OEM industrial wood coatings market.
Many of the scratch additives used today rely on variations of waxes to be active at the coating’s surface. The density of polyethylene waxes can be altered to give slip properties and allow them to migrate to the surface of the coating. Due to their hydrophobic nature, formulating with waxes can bring complexities such as difficult dispersion and surface tension changes, leading to surface defects. The resin system, melt point, particle size, and density of the wax must be understood to provide the benefits touted by wax manufacturers.2 PTFE, polytetrafluoroethylene, is a tough, wax-like synthetic resin that is used in many applications, including scratch resistance, because of its slick surface and hydrophobic properties.3
Other scratch additives rely on minerals with high hardness to provide scratch improvement. Aluminum oxide, zirconium, and silicates are common materials known to have high Mohs hardness values. These types of materials also come with a high density, making it difficult to suspend them at the coating’s surface, where scratch resistance is most impacted. They also traditionally have larger particle sizes, imparting haze and lowering gloss.
Recent advancements in nanoparticle technology has opened the door to improvements in high-gloss clear formulations.4 Scratch resistance is most critical in high-gloss coatings because defects are so easily visible. Nanometer-sized materials will impart less gloss reduction and maintain clarity, while providing the same hardness values. But the high-surface area of nanoparticles often makes them difficult to disperse and can create respiratory health hazards when used in the dry form.
ICL has created a scratch additive that combines the benefits of a hard silicate material along with nanoparticles that impart scratch resistance properties while also suspending the dense silicate material at the coating’s surface. This product is in an easy-to-use liquid form intended for water-based coatings systems. An examination of the current market offerings versus this newly developed product has been completed.
EXPERIMENT
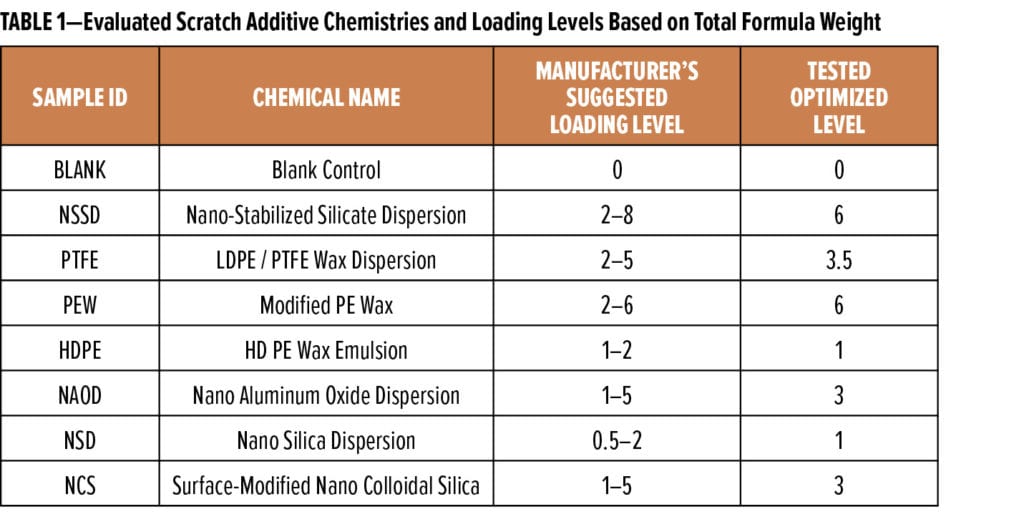
Six commercially available anti-scratch additives were selected to represent popular chemistries utilized by coatings manufacturers to improve scratch resistance of industrial wood coatings. The products are identified in Table 1. To begin this study, a minimum three-point ladder study was conducted on each additive to determine the optimal usage level in the test coating, focusing only on scratch resistance improvement. The coating containing the optimized level for each product was put through the full range of tests listed below. A coating formulation without a scratch additive, the blank, was used as the control. For ease of identifying the products, sample IDs will be utilized throughout this article.
These additives were tested in a water-based, UV-curable urethane acrylate resin formulation. This type of formulation provides protection and beautification to wood cabinetry and furniture. The coating was subjected to critical property tests identified by the Kitchen Cabinet Manufacturers Association (KCMA) and office furniture standards to demonstrate durability, cold crack resistance, chemical resistance, pencil hardness, water immersion, Taber abrasion, adhesion, gloss, haze, and the property of focus, scratch resistance.5
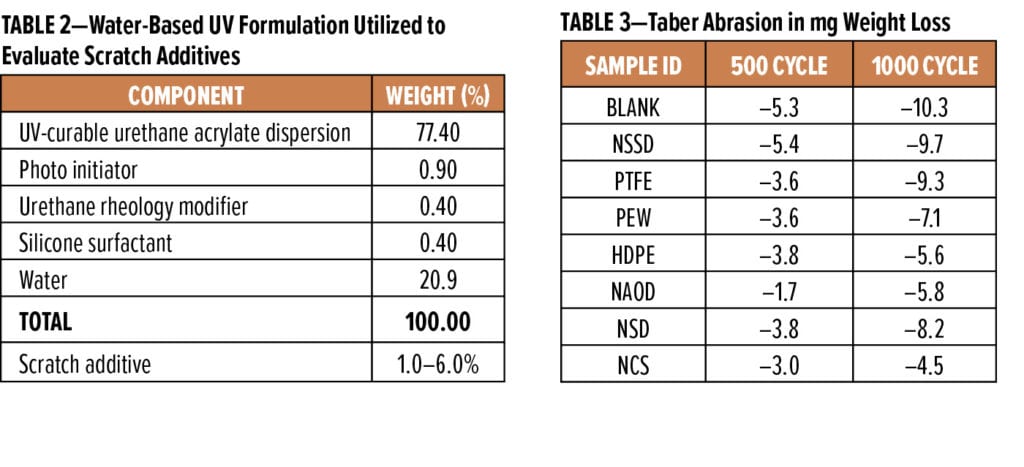
The components of the UV-curable wood formulation used for the evaluation can be found in Table 2. This is a 25% solids formulation that utilizes a resin with Tg of 51 °C. Each coat of the system was cured using a three-step method; air dry for 15 min at ambient temperature, oven dry at 66 °C for 15 min, and three passes through an American Ultraviolet curing system utilizing a standard mercury halogen lamp projecting approximately 300 mj/cm2 irradiance per pass.
Hardness, like durability, is another term that brings much ambiguity. Many test methods are employed throughout the coatings industry, and convergence on a single method is not likely. Hardness can be interpreted many ways, be it resistance to wear, to penetration by an object, or to scratch. For this reason, multiple test methods are often used to characterize coating properties.6 In this study, scratch resistance was measured by comparing the change in 20 ° gloss values after 10, 25, and 50 double rubs of #1 steel wool under a two-pound weight. Taber abrasion resistance was run for 1000 cycles using CS-17 abrasive wheels under a 1000-gram weight. Birch veneer panels were used to test Taber with three coats of the coating applied before the test. Pencil hardness measurements were taken on a single coat over glass.
To evaluate gloss and haze, a 3-mil wet film was applied to a Leneta card and cured under the conditions previously discussed. Values were obtained using a tri-gloss meter. Haziness of the film was also visually evaluated by drawing down the coatings over a glass plate.
Adhesion was measured according to ASTM D3359 over birch wood and glass. Wood panels received four coats of the clear coating using an HPLV sprayer, applying 1–1.25 mils per coat.
The method to test cold crack resistance included cycling coated birch panels through cold and then hot conditions. The coated boards were placed in the freezer for one hour at –20 °C. Then the panels were immediately transferred to an 80 °C oven for one hour. Panels were observed for discoloration or cracking after each of these cycles.
Common household food and chemicals were used to evaluate the coatings resistance to deformation by applying a spot under a watch glass for 24 h. Substances tested were water, 50% 409 solution, red wine, vinegar, lemon juice, orange juice, grape juice, mustard, ketchup, coffee, olive oil, and 100% ethanol. Approximately 24 h after the spots were removed, the coatings were rated for recovery.
In addition to the water spot test, coatings were tested by applying a single coat over a glass plate, curing the panels, and then submerging them in water for observations at four and 24 h, and after a 24-h recovery. Coatings were observed for blushing and wrinkling of the film.
RESULTS
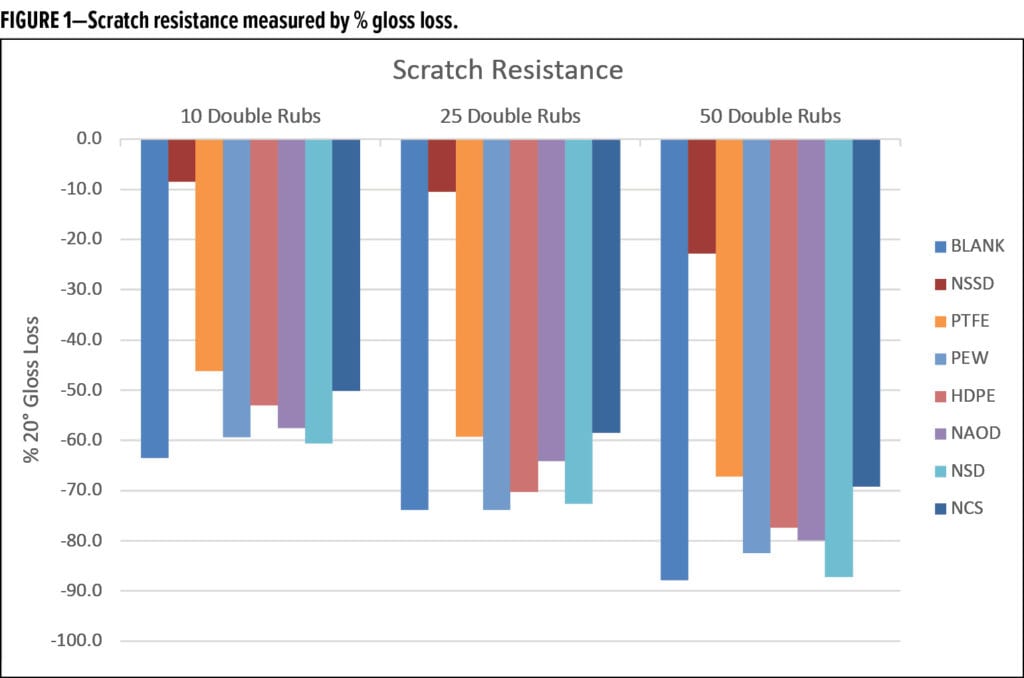
The resin system is the primary component providing the level of scratch resistance that is needed for a given coating application. UV curable coatings are able to achieve high hardness levels as soon as the UV curing stage is complete. Traditional water-based coatings will require longer dry times at ambient conditions, or forced air drying to achieve comparable results. Formulations can be further enhanced by adding a scratch resistance additive like those identified in this study. Figure 1 displays the scratch resistance properties of the UV-curable coatings system with each of the additives at their optimal loading level. The key measurement graphed is the percentage of 20° gloss loss that was obtained after the set number of steel wool double rubs. The nano-stabilized silicate dispersion (NSSD) shows a marked improvement over all other products in the set. The hardness of the key components of the NSSD combined with the rheological properties that suspend it at the coating’s surface allow it to demonstrate superior scratch resistance properties in this high-gloss clear formulation. The next best performing additive, which shows three times more gloss loss than the NSSD, is the PTFE-containing wax dispersion. The NCS displayed similar scratch resistance to the PTFE. All other additives provide marginal improvement over the blank control.
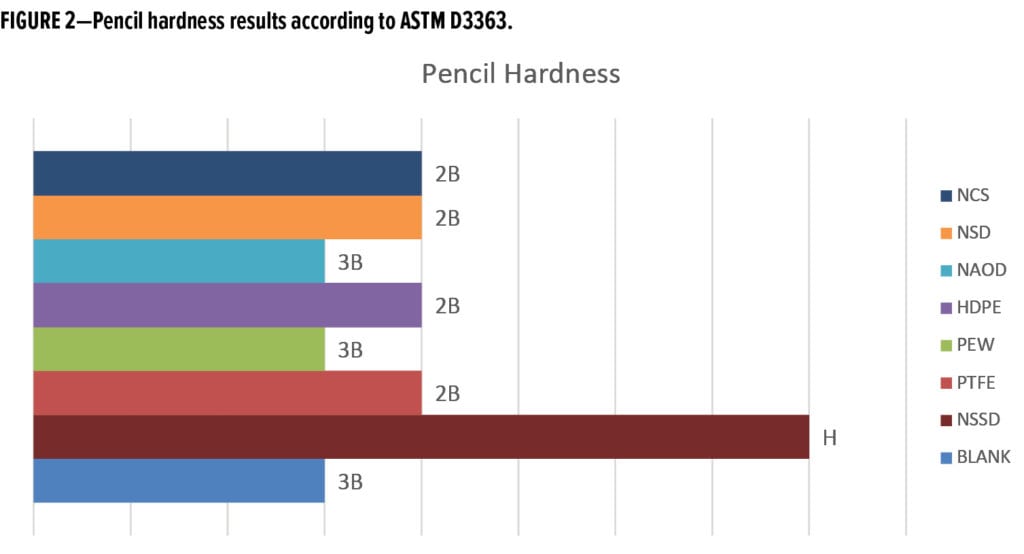
ASTM D3363, commonly known as pencil hardness, describes the controlled method of using leads of known hardness to measure the mar or gouge resistance of a coating. Although results can vary between operators and leads themselves, the test is a valuable tool when care is taken to control the testing technique within a data set.7 In this data set, the hardness displayed in the scratch test is also echoed in the pencil hardness results. The NSSD displays a hardness twice as high as the nearest competitor. Figure 2 demonstrates the effect of each additive on the coating’s hardness level.
The third method of measuring coating hardness is Taber abrasion resistance, ASTM D4060. Mass loss of the coatings was measured after 500 and 1000 cycles as shown in Table 3. This test measures the coating’s ability to resist gradual wear versus the deformation caused by a scratch. It is a valuable trait to determine a balance of scratch and abrasion properties. Results indicate that all additives provide a neutral or positive benefit to the coating system. Improvement in abrasion can be achieved with chemistries HDPE, NAOD, and NCS, while the NSSD had a neutral effect. Abrasion resistance is predominantly controlled by the hardness of the resin system, but results shown here demonstrate an additive can also have a positive effect.
The remaining properties tested in this series are important to create a high-performance, balanced wood coating, but are not intended to be improved by the additives in this study. When formulating a coating, improvement in one property can often diminish another. The balance of formula properties can be valued differently between each formulator, resulting in strengths and weaknesses within any given coating. All key properties must be tested to get a true measure of the coating’s durability.
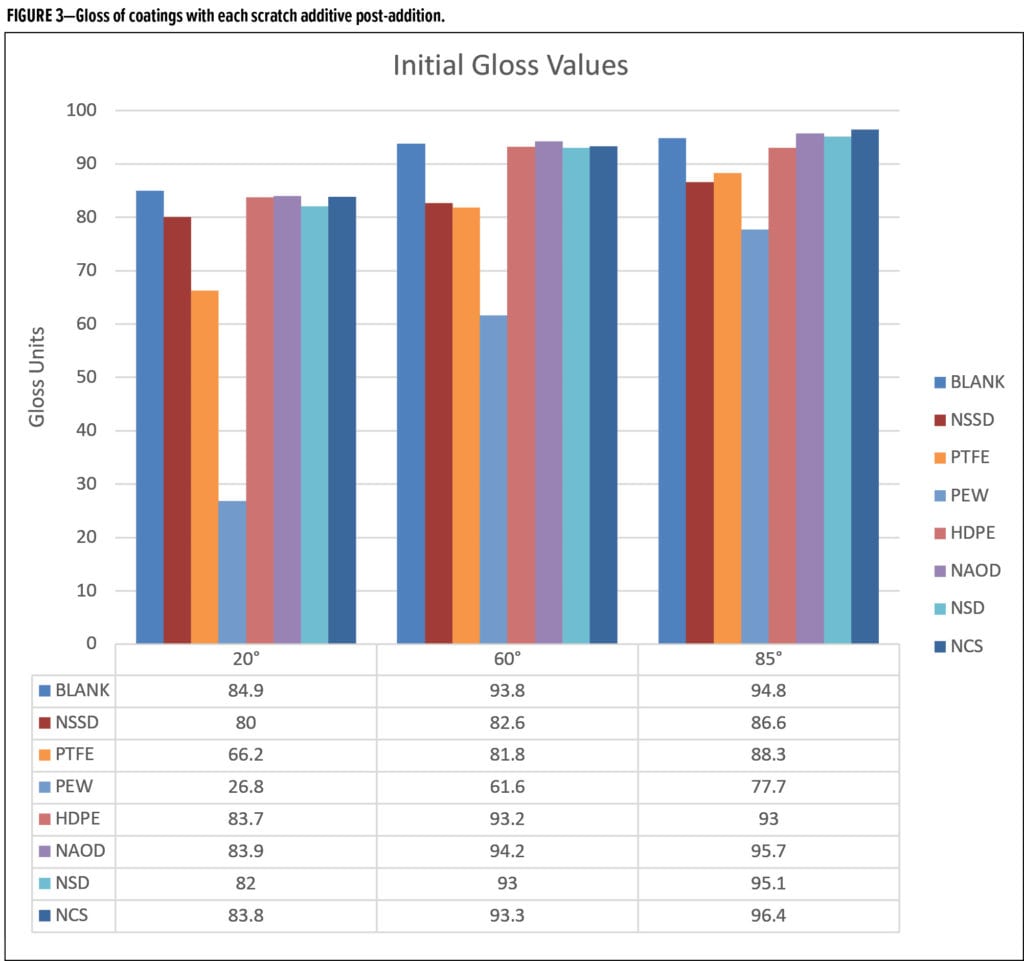
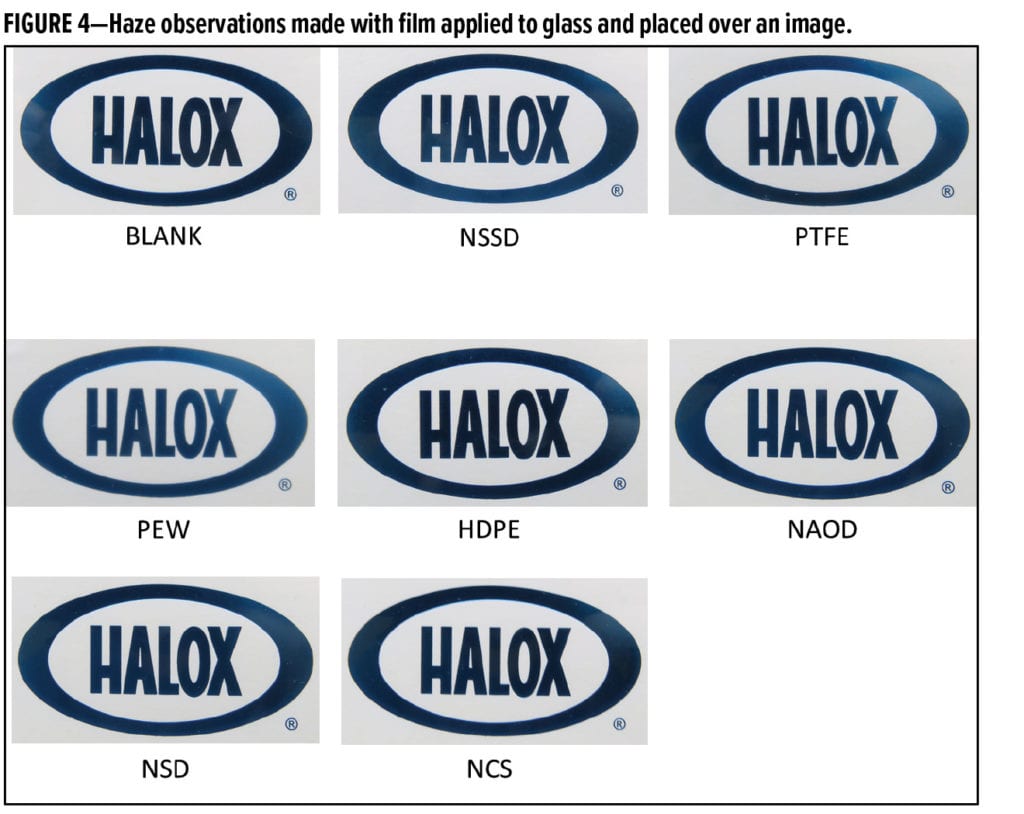
One key property that can be impacted by a scratch additive is gloss development (Figure 3). Initial gloss readings show that many of the additives produce minimal loss in gloss properties at their optimal loading level, including HDPE, NAOD, NSD, and NCS. Three of these four products are based on nanoparticle technology, which may explain their minimal impact on gloss. The NSSD showed a slight reduction in gloss but remains in the high-gloss category. Particle size can be the key property that determines the degree of gloss reduction. The PEW has the largest particle size of the additives tested, and consequently demonstrates a significant reduction in gloss. Similar takeaways can be said for the degree of haze, or opacity of a clear coat. It is important that a clear coat imparts as little distortion of the substrate as possible. Clarity is controlled by the refractive index of materials used and their primary particle size. Haze can be interpreted by the change in 20° gloss values vs the control. A visual representation of haze was collected by applying a film over glass and looking for distortion when placed over an image, as seen in Figure 4. PEW is the only additive type to show a visual distortion.
No matter the coating type, adhesion is a critical property that must be maintained when improving other performance attributes. Testing according to ASTM D3359, the cross-hatch tape-pull test, provides a measurement of large differences in adhesion between samples, indicated by the zero to five rating scale.8 Generally, adhesion to a wood surface is easy to achieve because of its porosity. All additives were able to achieve a 5B rating for wood adhesion. PTFE and HDPE demonstrated inter-coat adhesion failures over wood, which indicates that the additive has significant effect on the coatings surface energy. This is a critical failure in applications where more than one coat of the formulation is applied. To find differentiation between the samples, adhesion over glass was also measured. Table 4 lists the results for glass, wood, and inter-coat adhesion.
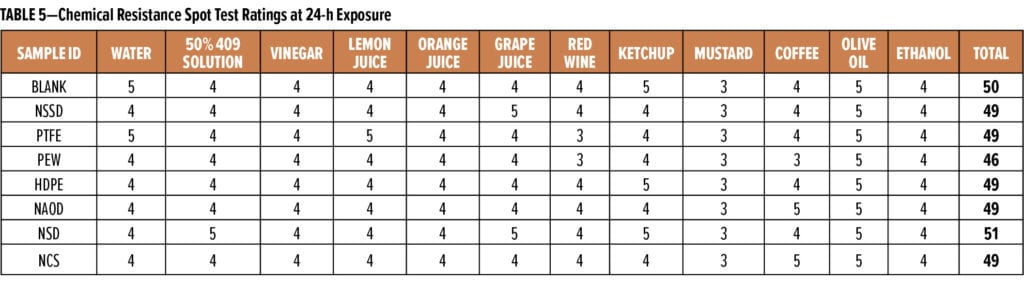
The chemical resistance spot test was rated after 24 h of exposure to the substances under a watch glass, a severe scenario. Results are tabulated in Table 5. The following scale was used to classify results:
5 No effect
4 Ring left
3 Color and/or gloss change
2 Soft film
1 Blistering
0 Film lifting
The critical difference between the blank control and the additive formulations is the slight decrease in resistance to water. Only the PTFE sample displayed the same rating as the blank control. When looking at the scores cumulatively, only one product, NSD, achieved a score higher than the control. The PEW caused slightly less chemical resistance and all others have no significant impact.
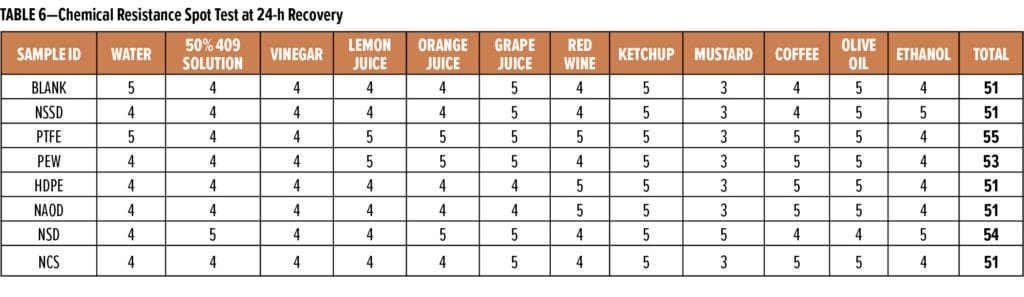
Recovery ratings were also considered (Table 6). After 24 h, NSSD provides the same cumulative score as the control. In fact, all products see an improvement in their ratings after the recovery period. Three of them, PTFE, PEW, and NSD are better than the control.
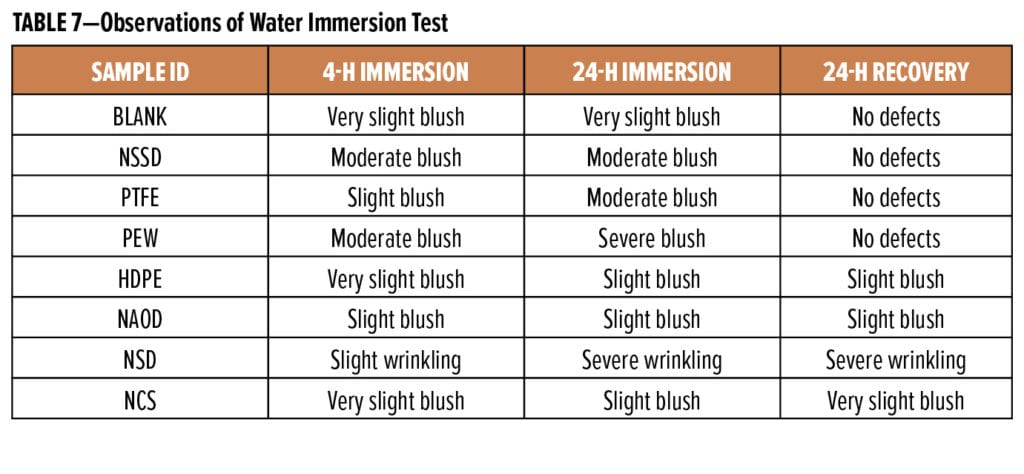
Water resistance was measured in the spot test and was further examined in the water immersion test over glass. Adhesion to glass has already been demonstrated as a difficult substrate for most of the sample coatings. A four-hour and 24-h immersion in ambient water further demonstrates differences between the coating’s hydrophobic nature. Results were difficult to photograph but characteristics of the immersed coatings can be found in Table 7. This test is further indication that all products have varying degrees of impact on the water resistance properties of this water-based, UV-curable coating.
The additives had no effect on cold crack resistance. All samples passed eight cycles of temperature changes between extreme cold and hot. This property is important to ensure coated materials can withstand the temperature fluctuations when shipped through multiple climates.
CONCLUSION
Scratch resistance is a critical property that can lead to longer service times for wood cabinetry and furniture. Additives are important formulating tools that can lead to higher performance. Examining the test results in sum demonstrates the overall impact an additive can have on a high gloss clear coat’s performance. The loss of adhesion found with the PTFE and HDPE is a critical failure that cannot be compensated for and demonstrates the challenges that can be caused by using a wax-based product that significantly effects the surface energy of the coating. Minor detriments in chemical and water resistance can be seen with most of the scratch additives tested. The intended effect of these additives is to improve the durability of the coating by reducing the likelihood of scratch. Only the NSSD achieves a significant improvement in scratch resistance while showing minimal diminished performance in other properties. These results exceed the performance of chemistries currently employed by the coatings market.
References
- Smeets, S. “Evaluation of Scratch Resistance Test Methods for Organic Coatings.” PCI Magazine, March 2004. https://www.pcimag.com/articles/84395-evaluation-of-scratch-resistance-test-methods-for-organic-coatings (accessed July 22, 2020).
- Czarnecki, R. Nanoalumina Wax Composites for Improved Surface Durability. Paper presented at Coatings Trends and Technologies, Sept. 2019.
- Augustyn, A. “Polytetraflouroethylene.” Encyclopedia Britannica, Encyclopedia Britannica, Inc., April 2019. www.britannica.com/science/polytetrafluoroethylene (accessed July 22, 2020).
- Shanbhag, D., and Dhamdhere, P. (June 2012). “Recent Developments to Improve Scratch and Mar Resistance in Automotive Coatings.” PCI Magazine, June 2012.
- Morris, L. Waterborne UV Curable Resins for Industrial Wood Applications. Paper presented at Coatings Trends and Technologies, Sept. 2019.
- Guevin, P. R. “Hardness.” Paint and Coating Testing Manual: fourteenth edition of the Gardner-Sward handbook, 1995. Philadelphia, PA: American Society for Testing and Materials.
- ASTM D3363-05(2011)e2, “Standard Test Method for Film Hardness by Pencil Test,” ASTM International, West Conshohocken, PA, 2011, www.astm.org (accessed July 22, 2020).
- ASTM D3359-17, Standard Test Methods for Rating Adhesion by Tape Test, ASTM International, West Conshohocken, PA, 2017, www.astm.org (accessed July 22, 2020).
CoatingsTech | Vol. 17, No. 8 | August 2020