
By Ingrid K. Meier, J. Renae Bennett, K.T. Griffin Lai, C. James Reader, and Tyler Webber, Evonik Corporation, USA
Many additives used in waterborne coatings and inks are complex formulations. For example, most defoamers are comprised of insoluble oils, compatibilizers, and, oftentimes, hydrophobic solids and surface-active species. Since their mechanism of action involves delivering incompatible droplets capable of spreading across and rupturing foam lamellae, it is important to balance this incompatibility with the equally critical requirement that the defoamer not cause defects or recoatability issues in the cured film. Additionally, it is important that the formulated additive resist phase separation under typical transportation and storage conditions. The objective of this article is to share specific details of how a project team developed unique automated test methods and used them, in combination with design of experiments, to accelerate the development of new defoamers and deaerators. Case studies in which the team optimized silicone polyether structures, as well as formulated defoamers, for both performance and stability will be discussed.
Introduction
Approximately 15 years ago, a “voice of the customer” survey was conducted to better understand unmet market needs in coatings and inks. One of the primary challenges formulators identified was that of finding the ideal additive to mitigate foam-related complications in a brand-new formulation, particularly after most other system components had already been established. Therefore, rather than try to develop new defoamers targeted to solve specific foam control problems in select formulations, the team chose to design a series of defoamers that spanned the entire performance space—ranging from strong, incompatible grind defoamers to very compatible defoamers required for low viscosity coatings intolerable of defects. Ideally, the set of defoamers would be designed in a structured manner so that each defoamer’s performance would be predictable relative to the others, thus, enabling formulators to more quickly home in on a suitable solution. However, to accomplish this goal it would be necessary to build a deep understanding of the structure-performance relationships of several key components used to create defoamers, specifically, the silicone polyethers, surfactants, and hydrophobized particles.
An automated liquid handling formulator capable of preparing multiple-component mixtures in batches of 48 samples was used to create formulations that could then be used in subsequent evaluations. To further build upon the increased number of prepared samples, an automated testing laboratory focused on surface science was built to accelerate these evaluations. The core of this automated laboratory consisted of testing platforms to automatically measure dynamic surface tension and turbidity, as well as to assess foam behavior following a shake test. Although originally intended to prepare and evaluate formulated surfactants in applications such as electronics and cleaning, the operator in charge of the system recognized the potential for its broader use. Other automated techniques were then added to the surface science and automation laboratory to develop defoamers and deaerators more efficiently.
Experimental
Automation Equipment and Test Procedures
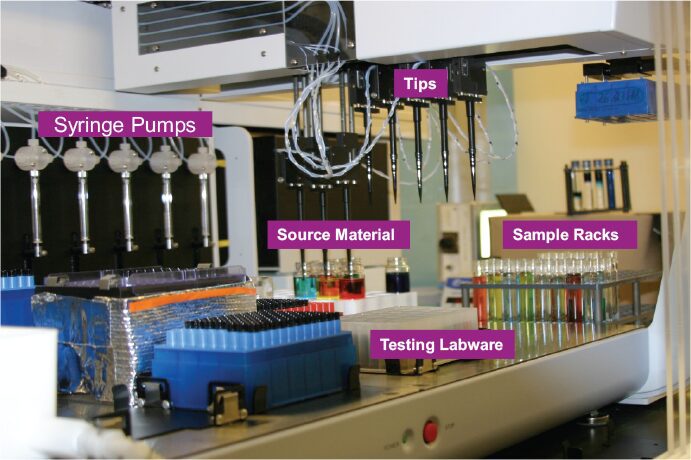
A JANUS G3 automated liquid handling workstation (PerkinElmer/Revvity) that can dispense a combination of up to eight different materials was used to prepare 2-5 mL formulated aqueous samples for future characterization (Figure 1). Typically, the individual test tubes were arranged in a rack on the deck of the formulator and, after filling and capping each tube, the rack of 48 samples was mixed on a vortex mixer.
FIGURE 1 Automated liquid formulator.
To further utilize the capabilities of the formulator, an air sparge test was developed to take advantage of the controlled dispense feature of this equipment. Using this protocol, a set volume of air was delivered at a set flow rate into each sample. A Bassler high-speed camera was mounted to capture images before and after the air sparge (Figure 2). Images were captured over a set period, and then analyzed to quantify the amount of foam bubbles generated and how long the foam persisted. Each image was sliced into samples and analyzed using a proprietary technique developed for this purpose. The data could then be graphed to represent foam generation and decay over time. Data could also be compared along with reference to each sample’s initial turbidity and the density of the foam layer over time; this provided a more complete picture of each additive’s ability to prevent and control foam.
FIGURE 2 High-speed camera images of four 2-mL aqueous samples during the air sparge testing using the automated formulator (left) and an example of foam density analysis for one of the samples after air sparging was completed (right).

Another technique developed around the capability of the Janus formulator involved a multi-dispense of liquid onto a Leneta chart. For example, an aqueous resin could be diluted with water to achieve a low enough viscosity for testing; addition of an oil soluble blue dye enabled greater visibility of foam and incompatibility within the formulation. The Janus formulator was used to add set amounts of different defoamers to vials containing 2 mL of dyed resin and the set of samples was mixed using a vortex mixer. The resulting formulated resin systems were then automatically dispensed using individual syringes, four at a time, by aspirating approximately 0.7 mL of liquid and dispensing it at the top of a Leneta Form 5C chart that was mounted at a 45° angle. The dispensed liquids were allowed to flow down the chart, after which the dried strips of coating were examined. This “dropdown” test method demonstrated good reproducibility and directly correlated with results from a manual draw down to assess compatibility. An early sample dropdown test chart is shown in Figure 3. Results were assessed visually and each defoamer’s compatibility in each resin system would be rated on a scale of 0-10, with zero representing complete dewetting and 10 representing excellent compatibility with no visible craters or dewetting.
Continue reading in the January-February digital issue of CoatingsTech