

By Laurie Morris and Terri Carson, Alberdingk Boley
Introduction
Waterborne (WB) UV-curable polyurethane dispersions (PUDs) are the binders of choice in many industrial wood applications. These resins are formulated with photoinitiators that absorb energy and initiate consecutive free radical-curing reactions. Traditional photoinitiators include both Type I (photo cleavage) and Type II (H- abstraction) classes, which are effective for surface curing.1 Because these products are classified as environmentally damaging (toxic to aquatic life) and can be a health hazard (suspected carcinogen), it is essential to fully react these components during curing because of potential migration of unreacted residual amounts. Such concerns are especially important considering the use of these materials for skin- or food-contact applications. New-generation UV-curable PUDs have been developed with initiating sites based on Type II photoinitiators incorporated into the backbone of the polymer. These new self-initiating (SI) polymers have been evaluated for use in industrial wood applications and benchmarked against traditional WB UV PUDs formulated with both conventional and polymeric photoinitiators. The performance of both clear and pigmented coatings has been investigated.
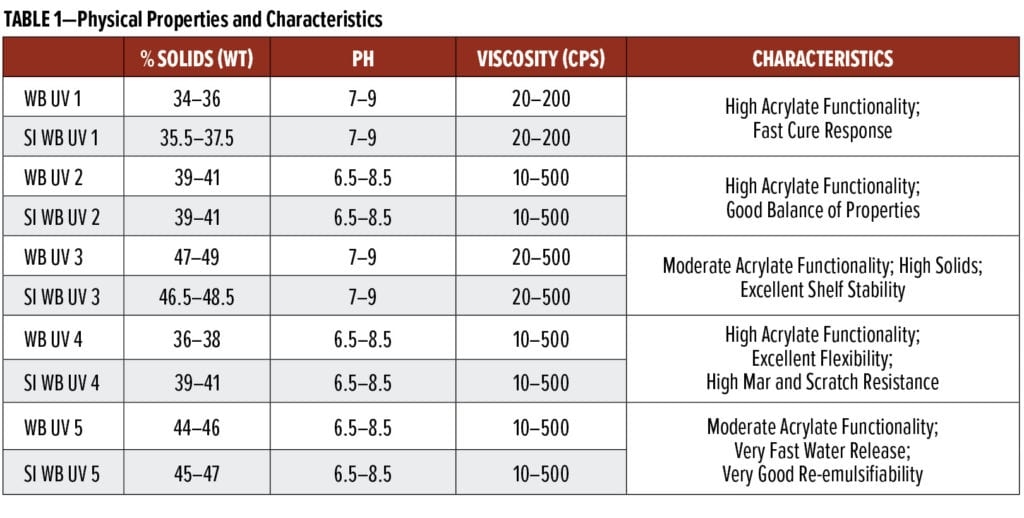
A series of five SI WB UV resins has been developed. These polymers are SI versions of existing WB UV resins. These WB UV resins are all acrylic/polyester polyurethane dispersion hybrids with a minimum film formation temperature (MFFT) of approximately 0 oC. Table 1 summarizes the physical properties and characteristics of the resins evaluated.
Experimental—Clear Self-Sealing Topcoats
A study has been conducted to compare the properties of the SI WB UV resins with traditional WB UV resins. These coatings were tested according to Kitchen Cabinet Manufacturers Association (KCMA), Architectural Woodwork Standard, and individual office furniture manufacturer specifications.
Panel Preparation
Approximately 3 wet mils of coating were sprayed over an 18 x 18-in. stained birch plywood panel. The coating was allowed to air dry for 10 min and force dry for 10 min at 50 oC, and then cured with a mercury bulb at 800 mJ/cm2. The coating was sanded with a 3M Superfine Sanding Sponge before a second coat was applied at approximately 3 wet mils. The coating was allowed to air dry for 10 min and force dry for 10 min at 50 oC, and then cured with a mercury bulb at 800 mJ/cm2. Testing began after seven days unless otherwise indicated in the test method.
For edge soak, all sides of a 4 x 4-in. solid oak panel were coated and cured with a mercury bulb at 800 mJ/cm2. The panel was then sanded, recoated, cured, and allowed to air dry for seven days.
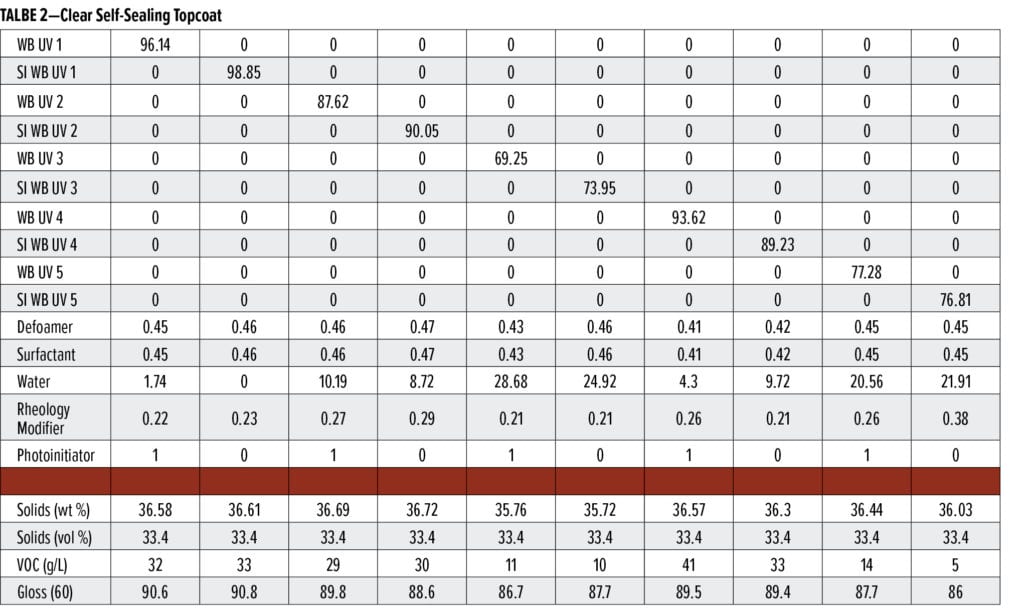
Table 2 shows the clear self-sealing topcoat formulations used in Part 1 of the study.
Procedures and Results
KÖnig Pendulum Hardness
A 150-micron drawdown was prepared on a glass panel, allowed to air dry for 10 min and force dry at 50 oC for 10 min, and cured with a mercury bulb at 800 mJ/cm2. The topcoat was measured for König pendulum hardness before UV cure and again one and seven days after cure. Figure 1 shows the König pendulum hardness results.
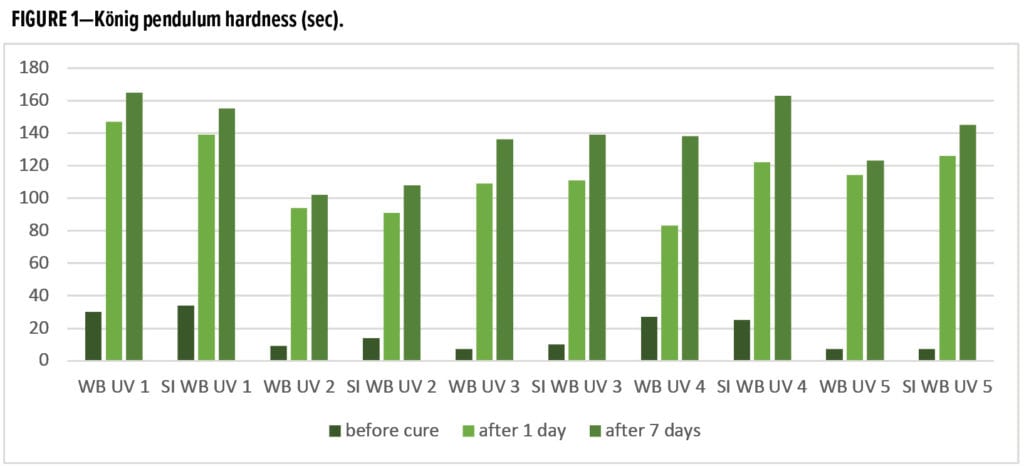
All of the coatings had excellent hardness properties, with SI WB UV 1 and SI WB UV 4 having the highest film hardness due to the high crosslink density of the polymers. As expected, UV curing resulted in rapid hardness development unlike other technologies that rely on self-crosslinking mechanisms that take several days to develop.2 The SI polymers all had similar hardness values compared to their traditional counterparts.
Boiling Water Resistance
Ten mL of boiling water was applied to the test panel. A ceramic coffee cup full of boiling water was then placed on top of the 10 mL of water. After one hour, the cup was removed and wiped with a paper towel. Figure 2 shows the boiling water resistance results, with zero representing complete destruction of the film and five representing no effect on the film.
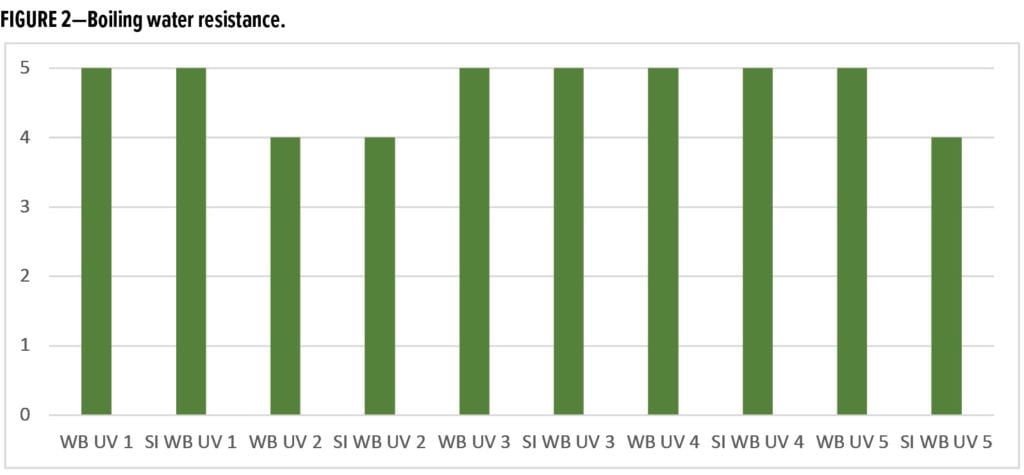
All of the SI polymers showed comparable performance to their traditional counterparts for boiling water resistance. Formulations based on UV 2 and UV 5 showed slight blushing when exposed to boiling water due to small amounts of hydrophilic materials in the composition, which are not present in the other polymers.
Chemical/Stain Resistance
A 0.875-in. diameter filter paper was placed on the test panel and saturated with the chemical/stain and covered with watch glass. After the recommended time according to the specification, the chemical/stain was removed and the surface of the panel was washed with water. As shown in Figure 3, each chemical/stain was rated according to the following scale:
5 = No impact on film
4 = Very light discoloration or gloss change and no softening or film deterioration
3 = Moderate discoloration and/or moderate film softening and no film deterioration
2 = Heavy discoloration and/or
moderate film softening allowing easy deformation
1 = Heavy film softening with little loss of adhesion
0 = Complete deterioration of the film
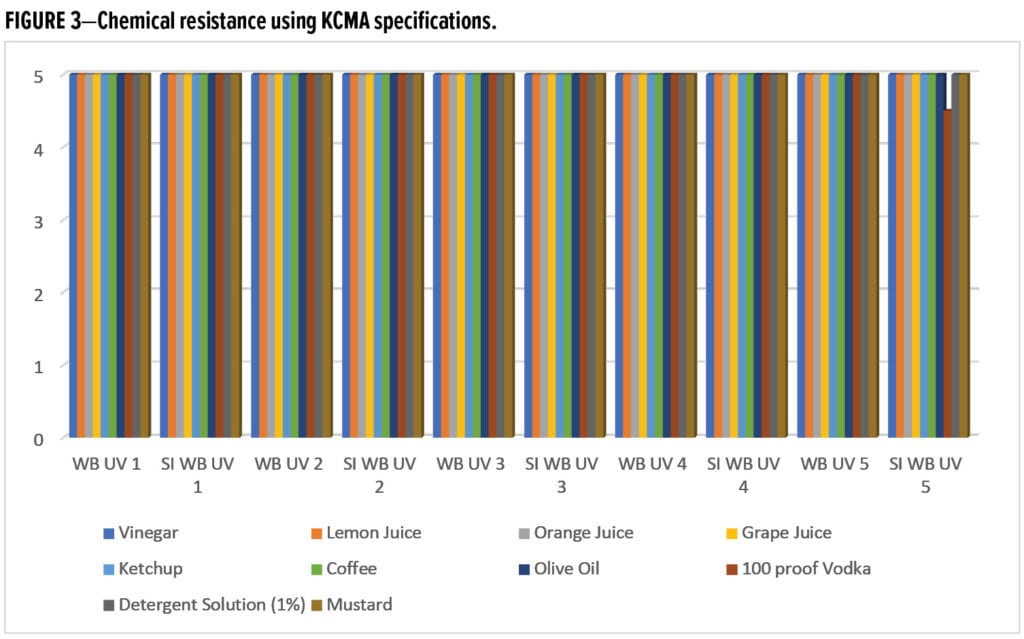
All of the coatings performed very well and had excellent resistance to all of the reagents. 100-proof vodka left a slight gloss change on SI WB UV 5.
Figure 4 shows the resistance to chemicals in office furniture specifications, which are set by the individual office furniture manufacturers.
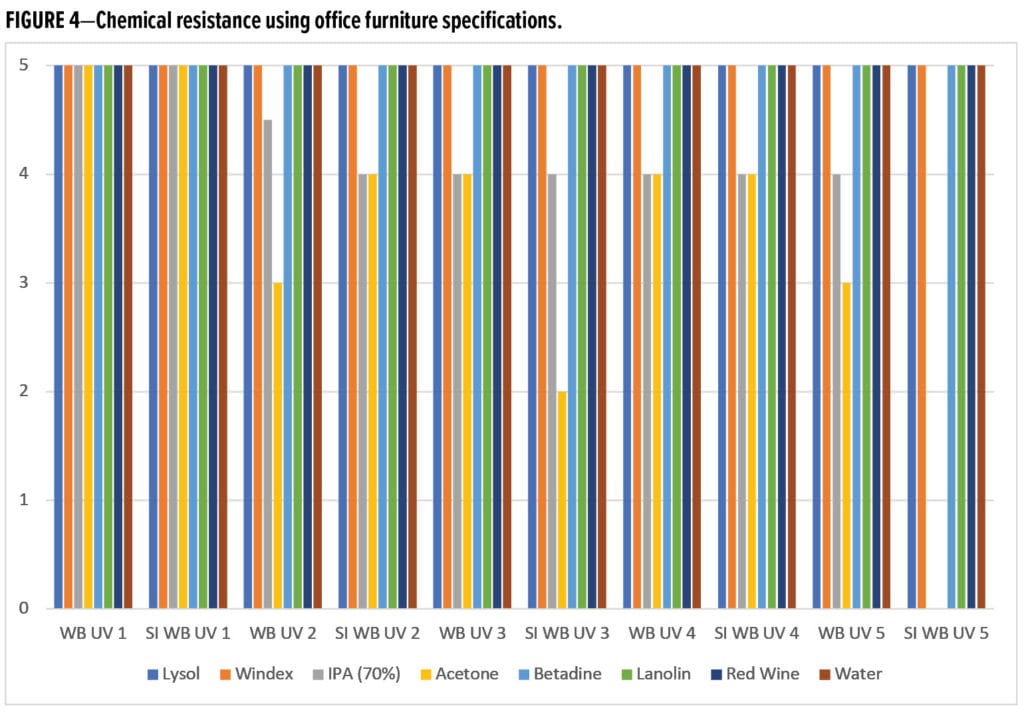
Exposure to these chemicals showed more differentiation in resistance level. In most cases, the SI WB UV coatings had comparable performance to their traditional counterparts. Acetone and isopropyl alcohol proved to be more difficult chemicals to resist. While the coatings based on UV 1 performed exceptionally well, UV 3 and UV 5 resulted in film defects upon exposure.
The durability of the coatings was tested by both scrape adhesion and ball point pen indentation using a BYK Balanced Beam Scrape Adhesion and Mar Tester. It is essential for furniture coatings to resist scratches from sharp objects or from abrasion over the surface of the finish.
Scrape Adhesion
A 4 x 4-in. piece was cut from each test panel and evaluated with a 1–5 Kg weight using the loop stylus. This test method is a modified version of ASTM D 2197. Figure 5 shows the scrape adhesion results reported in Kg passed.
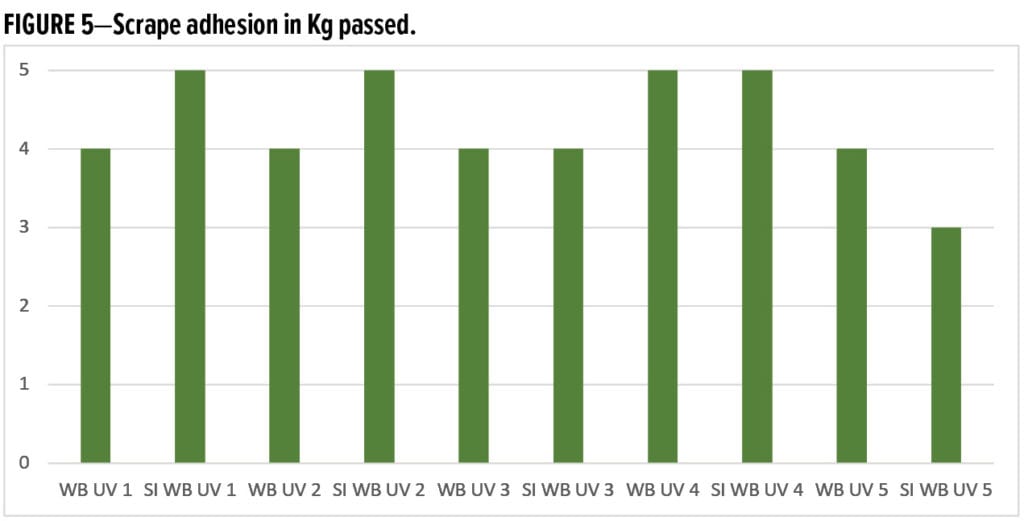
SI WB UV 1–4 had equal or better scrape adhesion than their traditional counterparts. SI WB UV 5 had slightly inferior scrape adhesion as evidenced by whitening of the film.
Ball Point Pen Indentation
Similarly, for ball point pen indentation, a 4 x 4-in. test panel was evaluated with 100–500 g of weight using the small pen stylus #5785. Any indentation that could be seen from a distance of 24 in. is considered a failure. Results are reported in grams passed after a one-hour recovery period. Figure 6 shows the ball point pen indentation results.
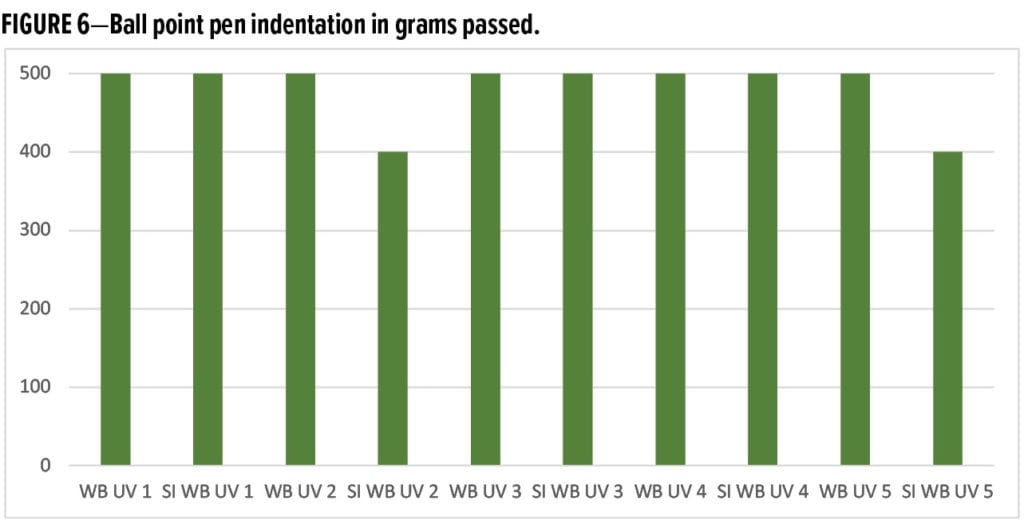
The best resistance to indentation was achieved by coatings 1, 3, and 4. SI WB UV 2 and 5 had slightly inferior results than their traditional counterparts.
Several other tests were conducted to evaluate the performance of the coatings for industrial wood finishes. The results are summarized in Table 3. Performance was excellent for all formulations, and no differentiation was found.
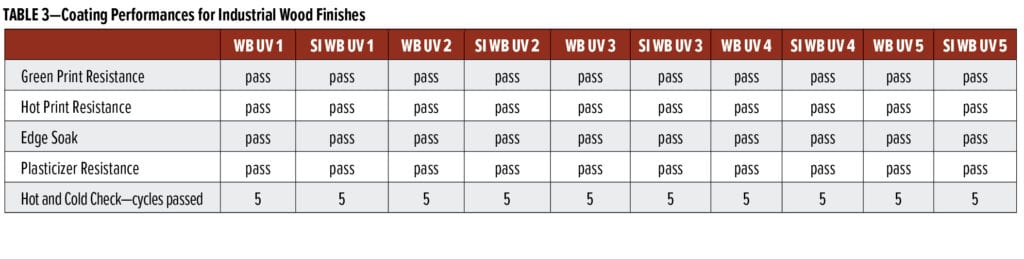
Green Print Resistance
One hour after the test panel was cured, a 2-in. square piece of #10 cotton duck cloth was applied to the finish. A force of 2 lb/in.2 was applied directly to the cotton duck cloth. The cotton duck cloth was removed after 24 h and then evaluated for printing.
Hot Print Resistance
Approximately 14 days after the test panel was cured, a 2-in. square piece of #10 cotton duck cloth was applied to the finish. A force of 1 lb/in.2 was applied directly to the duck cloth. The specimen was placed in an oven at 60 oC for 24 h. The duck cloth was removed, and the specimen was allowed to cool for one hour and then evaluated for printing.
Edge Soak
A cellulose sponge was placed in a plastic container. The container was leveled and and filled with detergent solution (1% Dawn® dish soap by weight in water) to 0.5 in. below the top level of the sponge. The panel was placed on the sponge cut side down and allowed to stand for 24 h. The panel was then removed and allowed to dry for one hour before it was evaluated for blushing and blistering.
Plasticizer Resistance
A 2-in. square piece of red vinyl was applied to the test panel. A force of ½ lb/in.2 was then applied. The specimen was placed in an oven at 50 oC for 72 h. After cooling at room temperature for one hour, the vinyl square was removed and then evaluated for softening and blistering.
Hot and Cold Check Resistance
A 4 x 4-in. piece was cut from each panel. A panel was placed in the humidity cabinet at 50 oC and 70% humidity for one hour. The panel was removedd and allowed to reach original room temperature and humidity. The panel was then placed in the freezer at -10 oC for one hour. The panel was removed and allowed to reach original room temperature and humidity. The cycle was repeated five times.
Discussion
In the clear self-sealing topcoats, the SI WB UV resins had very good performance and compared well to their traditional WB UV counterparts formulated with traditional photoinitiator. SI WB UV 5 had the weakest performance overall. While its resistance to KCMA stains is quite good, it showed poor resistance to isopropyl alcohol and acetone and showed the poorest scrape adhesion. The ball point pen indentation and boiling water resistance were also not perfect. The cure response was calculated using FTIR spectroscopy.3 The SI WB UV 5 was found to have lower cure (78%) compared to its traditional counterpart (85%). In an effort to improve the cure and boost performance, SI WB UV 5 was reformulated with a small amount of Type I photoinitiator and retested. Table 4 shows the formulation used.
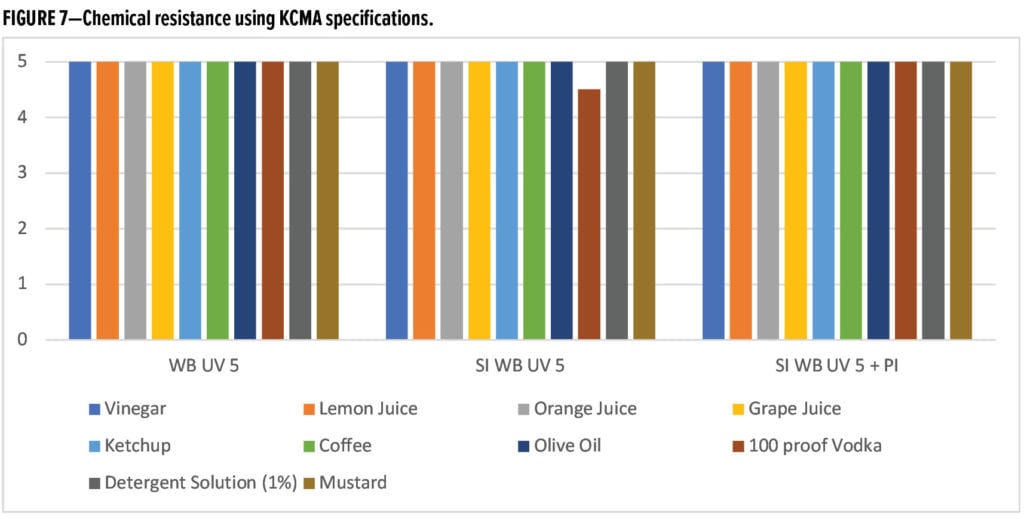
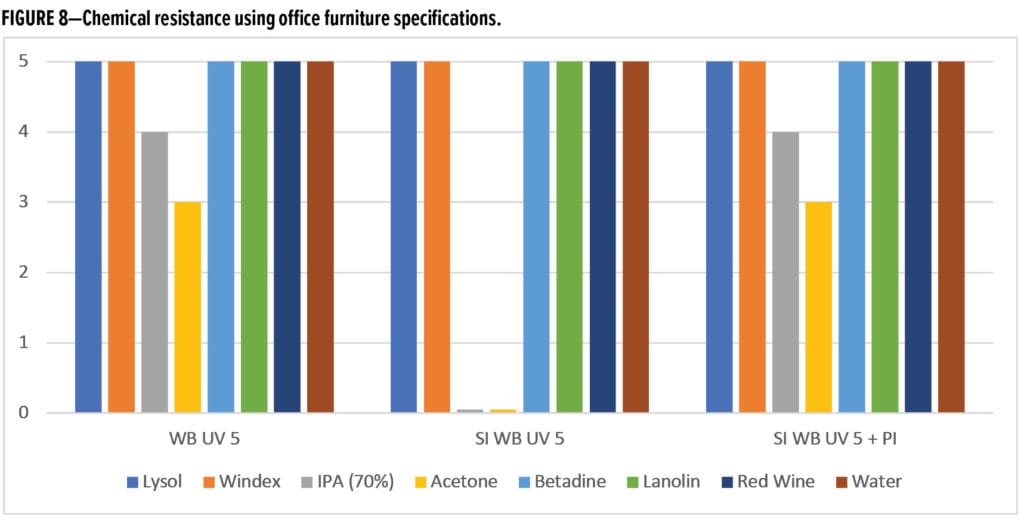
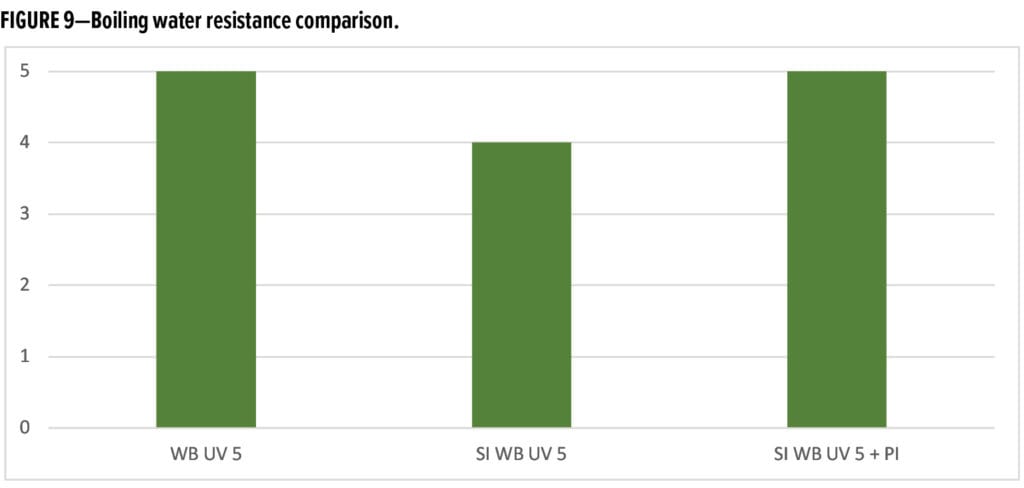
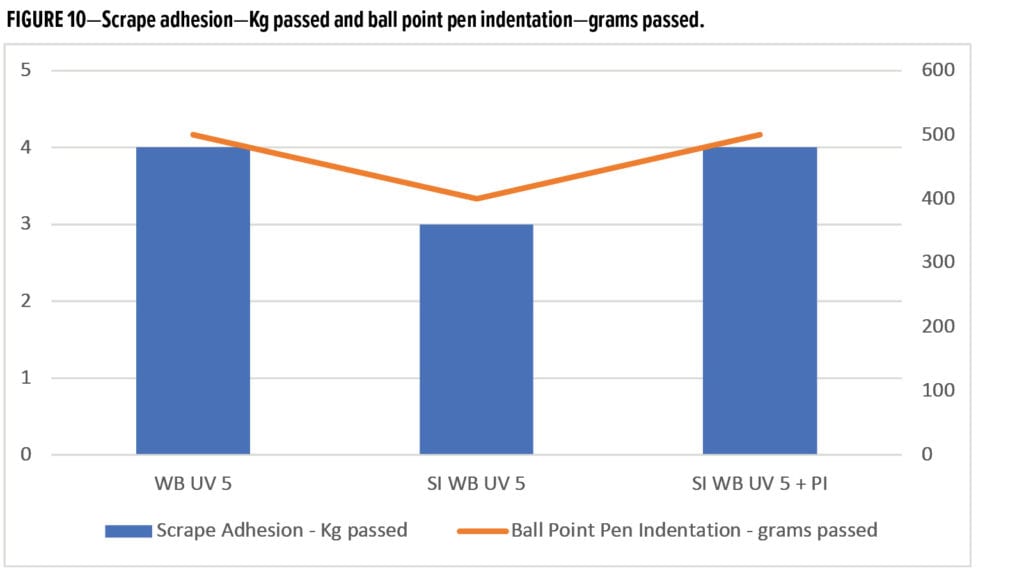
Figures 7–10 show the resistance comparisons of WB UV 5, SI WB UV 5, and SI WB UV 5 with additional photoinitiator. The addition of 0.5% photoinitiator to SI WB UV 5 improved all of the resistance properties, making them equal to the traditional WB UV 5.
Another way to minimize migration issues with residual photoinitiator is with the use of polymeric initiators. The next step in this investigation was to compare the properties of the SI WB UV resins with the traditional WB UV resins formulated with polymeric Type II photoinitiator. It is key that the polymeric photoinitiator has good compatibility with the UV resin. Thus, a small amount of cosolvent was required in the formulation to ensure good solubility. SI WB UV 1 and SI WB UV 2 were included in this evaluation. Hardness development and chemical resistance were assessed. Figure 11 shows the König pendulum hardness comparison.
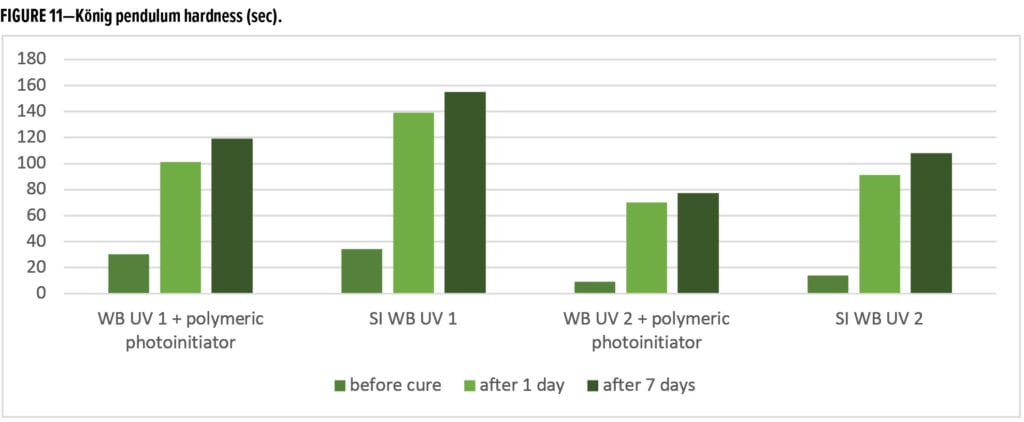
Coatings made from the SI WB UV resins were significantly harder than coatings made from the traditional WB UV resins with polymeric photoinitiator. It is possible that the polymeric form impacts the mobility of the initiator, reducing initiation and, thus, impacting crosslink density. The addition of a second photoinitiator is likely needed to improve performance.
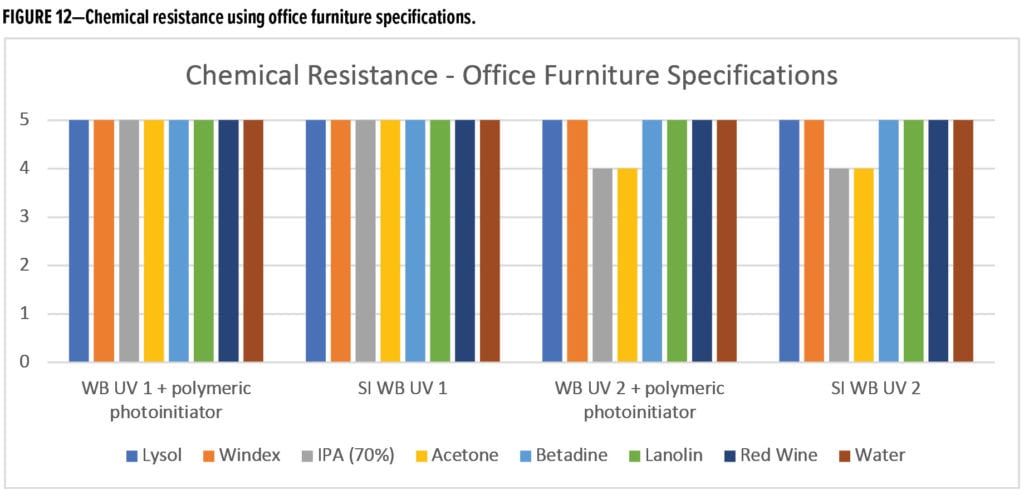
SI WB UV coatings had similar chemical resistance to coatings made from the traditional WB UV resins with polymeric photoinitiator as shown in Figure 12.
Experimental—White Self-Sealing Topcoats
White coatings were formulated with SI WB UV 1 and SI WB UV 2, and the properties were compared to coatings formulated with traditional WB UV 1 and WB UV 2. Pigmented UV coatings are commonly formulated using two different types of photoinitiators. Type I and II photoinitiators that absorb at short wavelengths (< 290 nm) are used for surface cure. Acyl phosphine oxide is used for cure at the coating/substrate interface because it absorbs at longer wavelengths (> 320 nm). In this study, the SI WB UV resins were tested with the addition of acyl phosphine oxide. The traditional WB UV resins were formulated using Type I and II photoinitiator and acyl phosphine oxide. All coatings were cured with both gallium and mercury bulbs. Table 5 shows the white self-sealing topcoat formulations used in Part 2 of the study.
Figures 13–15 show a comparison of data from the white topcoats.
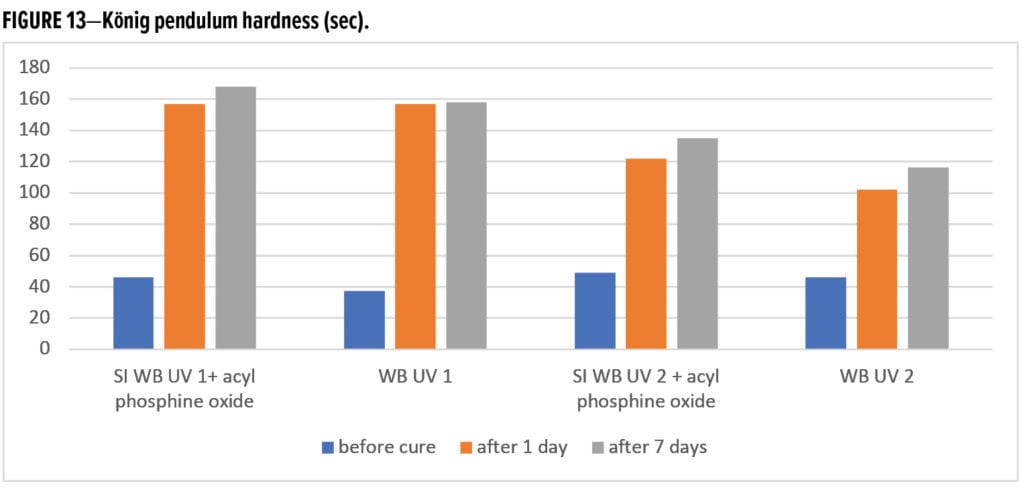
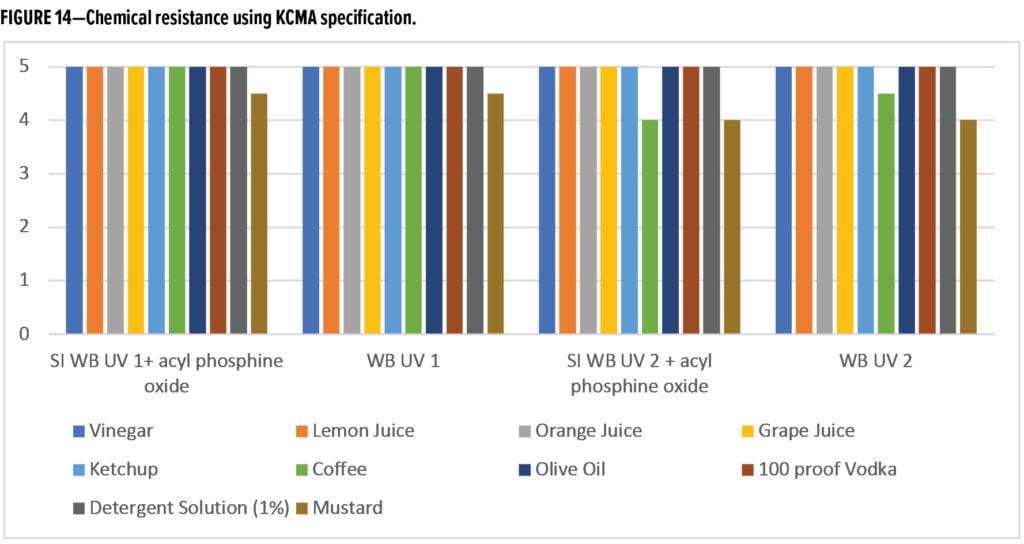
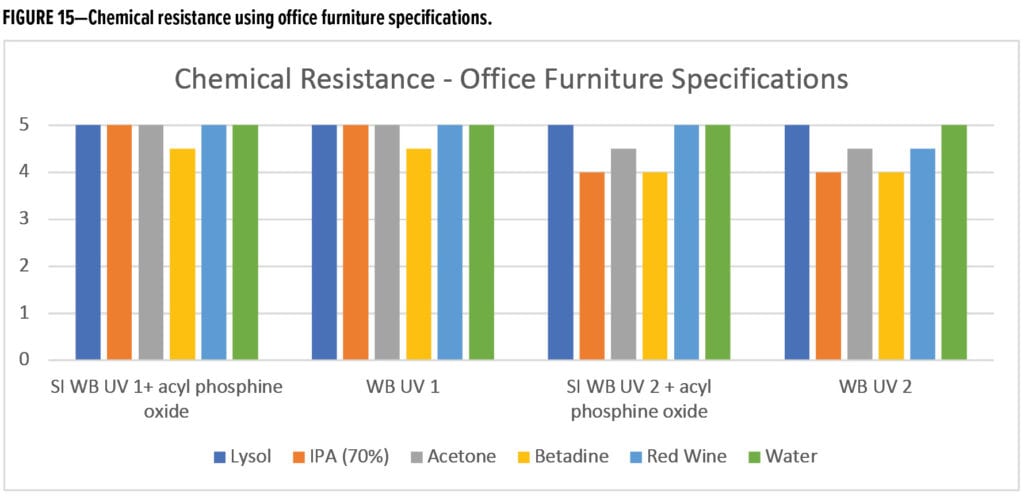
The pigmented SI WB UV formulations performed very well compared to the controls.
Conclusions
Novel UV-curable SI polymers have been developed for use in industrial wood finishes. These SI polymers showed good photo-efficiency leading to high chemical resistance, hardness, and good mechanical properties compared to their traditional counterparts formulated with conventional photoinitiator. They are easily formulated and open the door for use in more varied applications without the risk of compromising health and safety. Future work will explore the use of these materials in other market areas.
Acknowledgements
Special thanks to the R&D group at Alberdingk Boley GmbH who contributed to the development of the technology: Mr. Markus Dimmers, head of technical marketing coatings and Dr. Matthias Hölderle, R&D polymer dispersions.
References
- Cowan, D.O. and Drisco, R.L. Elements of Organic Photochemistry, Plenun Press, Ch. 3 and 4 (1976).
- Carlini, C., Ciardelli, F., Dohati, D., and Gurzoni, F. Polymer, 24, 599–606 (1983).
- Morris, L. “A Cure for Wood Protection,” European Coatings Journal, 9, 18–23 (2016).
CoatingsTech | Vol. 17, No. 7 | July 2020