

By Kathleen Auld, Matthew Padaon, and Leo Procopio, The Dow Chemical Company, USA
Waterborne direct-to-metal (DTM) coatings for the protection of steel infrastructure are currently in demand because they allow the end user to reduce volatile organic compound (VOC) emissions, promote higher safety standards, and take advantage of sustainable technology. Raw material and formulation modifications necessary to reach low-VOC content must be carefully designed, as typical approaches often lead to trade-offs in properties such as block, corrosion, and dirt pickup resistance (DPUR). Today, waterborne acrylic DTM coatings at 50 g/L VOC with a good balance of properties are available, but a demand for even lower VOC content exists. This article describes a new acrylic resin for formulating DTM coatings at a VOC level further reduced to less than 25 g/L, while also demonstrating the highest standards of exterior durability and corrosion resistance. A comparison to currently available low-VOC resins and DTM coatings will be described to highlight the advantages of the new binder.
INTRODUCTION
For the past three decades, one of the key trends in coatings research and development has been the movement toward lower VOC levels in formulated coatings. A variety of well-documented reasons, such as the impact of VOCs on the creation of ozone and smog and their impact on air quality and human health, have validated the need for lowering VOC levels in coatings. Pressure from governmental regulatory bodies, non-governmental advocacy groups, coatings end users, and consumers have provided the drive for the transition. Advances in coatings technology from raw materials suppliers and coatings manufacturers have addressed the issue and have made possible the enormous progress to date.
In general, three broad categories of coatings technologies offer an advantage when targeting lower VOC levels—powder, high-solids solventborne, and waterborne. Each has advantages and challenges inherent to the technology. Powder coatings typically have no VOCs, but are limited in how they can be applied (i.e., usually electrostatic spray), to which substrates they can be applied (i.e., mostly metal), and must be heated, often at high temperatures, to melt, flow, and cure. Powder coatings are mostly restricted to factory applications. High-solids solventborne coatings offer the performance of traditional solventborne coatings at a lower VOC level, but still often contain solvents that pose health and flammability concerns. These formulations also sometimes rely on special application methods, such as heated plural component spray due to viscosity constraints. Waterborne coatings offer an easy-to-apply liquid coating suitable for both factory and field applications, but their performance can be adversely affected when applied at the extremes of temperature and humidity. Waterborne coatings can also have, or are perceived to have, lower performance compared to the traditional higher-VOC solventborne coatings. While no coating system is perfect for all applications, the growth of these low-VOC alternatives over the past 30 years has been tremendous.
One application area in which waterborne coatings have thrived has been in DTM coatings for light- and medium-duty service environments in the industrial maintenance and commercial architecture markets. Waterborne acrylic DTM coatings, in particular, have evolved over the past 50–60 years to hold an important position in these markets, and are used to coat steel and galvanized steel in a variety of settings such as interior and exterior structural steel beams, storage tank exteriors, piping, bridges, railcars, doors, and railings. In addition, they are often used to coat substrates such as concrete or wood that are adjacent to the metal surfaces.
The first waterborne acrylic DTMs were used in the 1960s, but the category became more commercially relevant in the 1980s, when a newer generation of more hydrophobic acrylic binders was introduced that allowed better metal adhesion and corrosion protection.1 The waterborne acrylic DTMs of the 1980s began to successfully replace the other one-component (1K) system for light- and medium-duty industrial maintenance, namely solventborne alkyds, due to their lower VOC and better exterior durability. Today, waterborne acrylic coatings are estimated to represent about 23% by volume of the industrial maintenance coatings used in the United States.2
Typical VOC levels of waterborne acrylic DTMs in the 1980s were in the range of 200–250 g/L. Since the 1980s, there have been many innovations in the design and formulation of these coatings that have resulted in an evolution toward both higher performance and lower VOC levels.1 Driven by the need to meet more stringent regulatory limits on VOCs, such as those in California, many paint manufacturers developed acrylic DTMs with under 100 g/L VOC content in the mid- to late 2000s. At the same time, a new generation of acrylic latex binders facilitated the formulation of higher-performance DTM coatings with improved corrosion resistance, adhesion, and exterior durability.3-4 In the 2010s, VOC levels were decreased to below 50 g/L, and the higher performance standard was maintained through continued innovations in latex particle and film morphology.5 The challenge of achieving high performance at a VOC content under 50 g/L was reached in just the past several years. High performance means excellent corrosion resistance, exterior durability, and chemical resistance, along with improvements in hardness properties such as block resistance.
Because waterborne acrylic DTMs are often used in commercial architectural applications and are sold to consumers in paint stores, the desire for VOC levels under 50 g/L and even lower has been popular recent targets. Although DTM coatings formulated at near zero VOC content have been available in the market before, these products are mostly plagued by poor performance, such as excessive film softness, poor block resistance, and poor corrosion. DTM coatings with high performance and ultra-low VOC (i.e., under 25 g/L) have been a target lacking a robust solution until now. This article will describe the development of a new waterborne acrylic binder for high-performance DTM coatings formulated at under 25 g/L. DTM coatings based on the new binder exhibit the highest levels of corrosion resistance and exterior durability, along with excellent hardness properties, which are often a challenge for low-VOC latex coatings. A comparison with commercial low-VOC binders and DTM coatings will demonstrate the performance of the new binder and the continued evolution of waterborne DTM coatings to higher performance and lower VOC levels.
EXPERIMENTAL
The new waterborne acrylic latex polymer described in this article will be designated as AC-1. Designed for DTM coatings under 25 g/L, it is a self-crosslinking acrylic copolymer supplied at 45% weight solids and has a minimum film formation temperature (MFFT) of 8 °C. It is based on latex-pigment composite technology, in which the latex is designed to interact with the pigment particles and form latex-pigment composites in the aqueous state. This technology has been described previously3-6 and will be briefly discussed in the Results and Discussion section.
The experimental coatings formulated in this study were gloss white DTM coatings containing only titanium dioxide pigment and without anti-corrosive pigments. The 18% pigment volume concentration (PVC) gloss formulation DTM-1, based on AC-1, is shown in Table 1. A calculated VOC target of less than 25 g/L was achieved by using 3% dipropylene glycol n-butyl ether (DPnB) along with 2% plasticizer, both based on polymer solids. A maximum of 3% volatile coalescent must be used to maintain the calculated VOC level under 25 g/L.
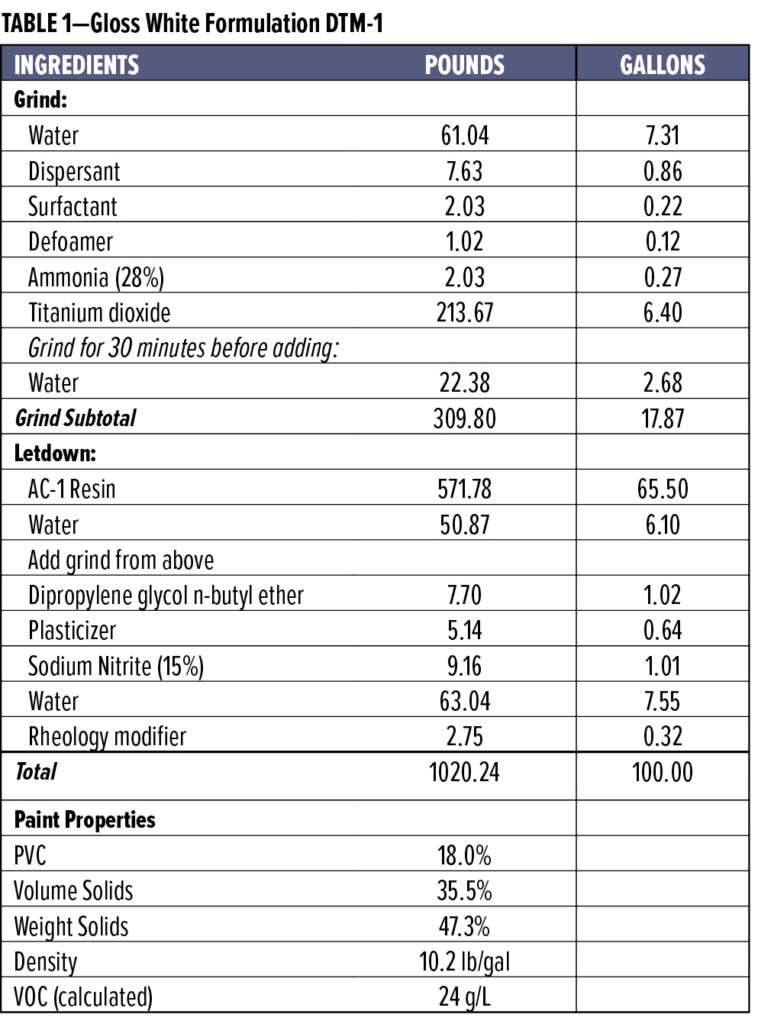
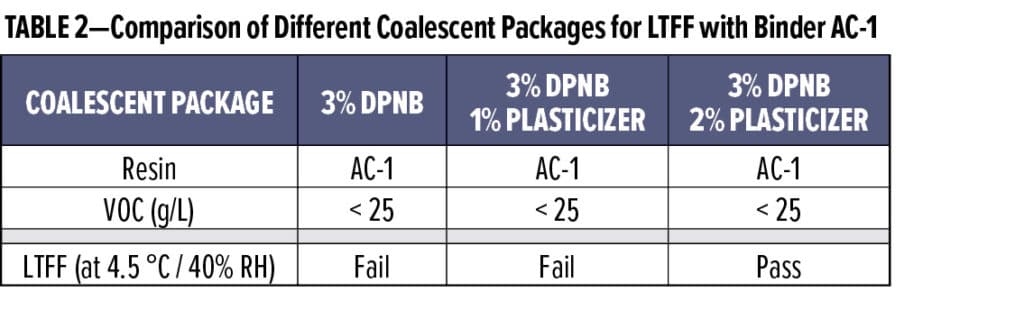
The coalescent package was chosen following a study to determine the effect of DPnB and plasticizer level on the low-temperature film formation (LTFF) of binder AC-1. LTFF is measured by applying and drying a film under low-temperature conditions (4.5 °C / 40% relative humidity, or RH) on both sealed and unsealed portions of a Leneta chart and looking for cracking in the dried film. Table 2 shows some results for binder AC-1 in the same 18% PVC gloss white DTM formulations (i.e., DTM-1) except for coalescent package. Film cracking with AC-1 did not occur with 3% DPnB / 2% plasticizer, and that coalescent package was chosen for further studies and comparisons with another low-VOC-capable binder and commercial DTM coatings.
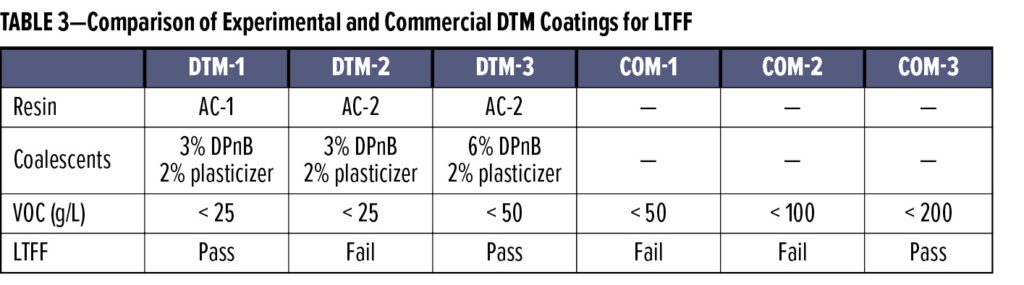
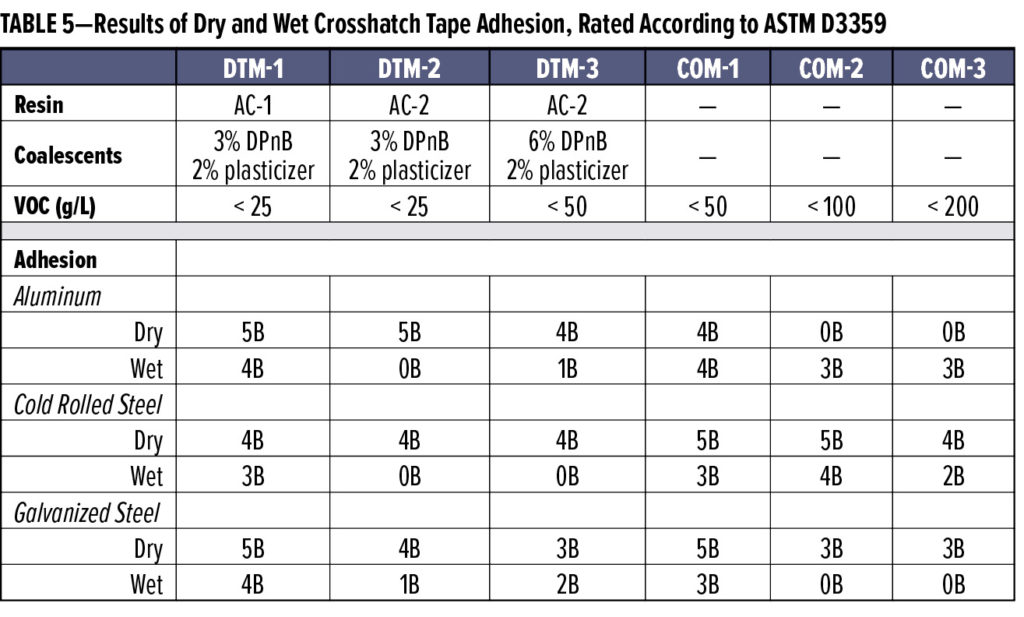
A high-performance commercial resin (AC-2) designed for DTM coatings with VOC levels under 50 g/L was compared to AC-1 to demonstrate the difficulty in moving below the 25 g/L limit while still maintaining high-performance DTM properties. AC-2 has a reported MFFT of 14 °C and solids of 49%. To compare performance at under 25 g/L VOC, formulation DTM-2 based on AC-2 was prepared using the same coalescent package and formula shown in Table 1. AC-2 was also tested at 50 g/L VOC in formulation DTM-3, using a coalescent package (6% DPnB and 2% plasticizer) known to be optimal for this particular binder. Three commercial DTM coatings with varying VOC levels were also included in this study. The commercial coatings are designated as COM-1 (< 50 g/L), COM-2 (< 100 g/L), and COM-3 (< 200 g/L). The purpose of including these commercial coatings was to demonstrate how well AC-1 performs at under 25 g/L VOC in comparison to higher-VOC, commercially available DTMs being used today.
Test Methods
Ultraviolet (UV) durability: The weatherability of the coatings was tested in accordance with ASTM D4587. Each coating was drawn down on chromate-treated aluminum panels targeting a dry film thickness (DFT) of 2.0 mils and cured for one week at 21 °C / 50% RH prior to testing. The panels were placed in a QUV accelerated weathering cabinet and exposed to repeating cycles of 8 h ultraviolet light at 60 °C (using UVA-340 bulbs) and 4 h condensation at 50 °C. Gloss was measured periodically up to approximately 2000 h.
Dirt pickup resistance: For DPUR, each coating was drawn down on chromate-treated aluminum panels targeting a DFT of 2.0 mils and cured for six days at 21 °C / 50% RH. Once cured, initial Y-reflectance values were measured. A brown iron oxide slurry (Davis Colors 641) was brush-applied on the bottom half of the panels and left for 4 h. The panels were then rinsed free of the slurry using room temperature water and light scrubbing with cheesecloth. Y-reflectance was measured in the test area, and the change in value
(∆ Y-reflectance) was calculated. Values of ∆ Y-reflectance closer to zero indicate better DPUR. The panels were then exposed to UV light (using UVA-340 bulbs) for 24 h to promote self-crosslinking, and then DPUR was measured again as described above.
Hardness: Hardness was tested using two test methods: Konig pendulum (ASTM D4366) and pencil (ASTM D3363). Each coating was drawn down on chromate-treated aluminum panels targeting a DFT of 2.0 mils. Measurements were taken after one day cure at 21 °C / 50% RH, and then weekly up to 28 days.
Block resistance: Block resistance was tested on Leneta charts using a 3-mil bird bar to apply the coatings, giving a DFT of approximately 1.0–2.0 mils. The coatings were cured for seven days at 21 °C / 50% RH prior to testing. Two 1.5-in. squares were cut from the Leneta charts, and the cutouts were joined face-to-face together and placed on a flat surface. A rubber stopper No. 8 was placed on top of the joined cutouts, and a 1 kg weight was placed on top of the rubber stopper. At seven days dry time, block resistance was rated under two conditions, a) after 30 min at 50 °C and b) after 16 h at room temperature. The face-to-face pieces were pulled apart after the test period, and the following 0–10 scale was used to rate the coatings for tack and film damage: 10, no tack/perfect; 9, trace tack/excellent; 8, slight tack/very good; 7, slight tack/good; 6, moderate tack/good; 5, moderate tack/fair; 4, severe tack, no seal / fair; 3, 5–25% seal/ poor; 2, 25–50% seal / poor; 1, 50–75% seal / poor; 0, complete seal / very poor.
Oil softening resistance: To determine the oil softening resistance, each coating was drawn down on chromate-treated aluminum targeting a DFT of 2.0–2.5 mils. After curing at 21 °C / 50% RH for seven days, an initial Konig hardness measurement was taken. Two separate areas of the film then had either hand cream containing lanolin or vegetable oil applied directly on the paint surface, with a piece of cheesecloth covering the oils. After 24 h of exposure, the saturated cheesecloth pieces were removed from the substrates, any residual oils were wiped clean, and the coatings were visually inspected and tested for Konig hardness.
Adhesion: Adhesion was tested using the crosshatch tape adhesion method in accordance to ASTM D3359. The coatings were drawn down on metal substrates with DFTs of approximately 2.0 mils. Adhesion was tested on three types of metal: smooth untreated cold rolled steel (CRS), untreated aluminum, and galvanized steel. Dry adhesion was tested after one and seven day cure. For wet adhesion, panels were cured for seven days at room temperature and then placed in a fog box for 5 h. After fog box exposure, the panels were patted dry prior to performing the adhesion test.
Salt spray resistance: Corrosion resistance was tested by salt fog exposure according to ASTM B117. The coatings were applied on 4 x 12-in. panels of blasted hot rolled steel (BHRS) and smooth CRS. The blasted panels were abrasive blasted to a SSPC-SP 5 white metal finish with a 2.0 mil profile. The DFT measurements of the samples on BHRS ranged from 3.5–4.0 mils. The DFT measurements on CRS were approximately 2.0 mils. The panels were cured for seven days at 21 °C / 50% RH prior to testing, and a 2-in. vertical scribe was made on the bottom half of the panel. Panels were rated for rusting and blistering (ASTM D714) on a weekly basis, and panels were removed if severe failure was noted.
Humidity resistance: Humidity resistance was tested according to ASTM D4585. The coatings were applied on
4 x 12-in. panels of BHRS and smooth CRS, as described in the previous section. The panels were cured for seven days at 21 °C / 50% RH prior to exposure in a Cleveland condensation cabinet. Panels were rated for blistering (ASTM D714) and rusting on a weekly basis.
RESULTS AND DISCUSSION
The development of the new waterborne DTM binder AC-1 was driven by the demand for a high-performance, low-VOC-capable resin suitable for industrial maintenance and protective coatings. Historically, delivering both high performance and low VOC in a 1K system has come with drawbacks. Block resistance and film hardness, for example, are typically difficult to achieve due to either changes in the binder composition (e.g., low glass transition temperature, or Tg) or the use of non-volatile plasticizers that remain in the film and cause excessive film softness. Another example is corrosion resistance, which in 1K acrylic DTMs is driven to a large extent by the quality of film formation. High quality of film formation can be difficult to maintain when moving toward lower coalescent demand and trying to keep hardness properties at the same time. To overcome these drawbacks and facilitate the formulation of DTMs under 25 g/L, the design of AC-1 leverages a unique composition incorporating self-crosslinking capability and a technology that leads to the formation of latex-pigment composites.
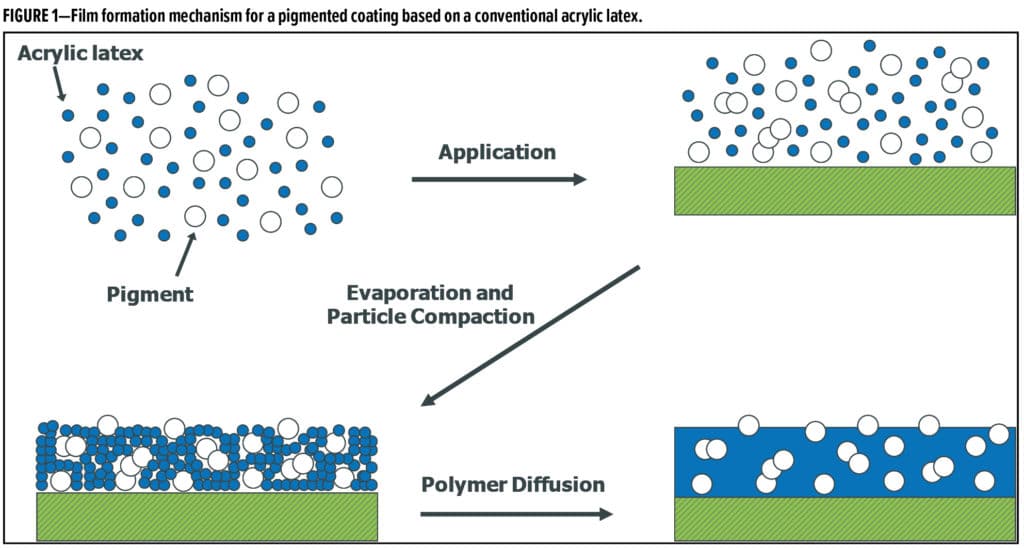
Polymers that form latex-pigment composites have been described previously3-6 and lead to enhanced performance in DTM coatings when compared to conventional acrylic technologies. When formulating with conventional acrylic latex polymers, pigment particles are often distributed in a non-uniform and non-optimized manner. Within this system, pigment agglomeration can be prevalent in both the wet state, as well as upon drying (Figure 1). For metal applications, the inhomogeneous distribution of pigments in the dry film can introduce channels for water and electrolytes to more easily penetrate the coatings surface, leading to acceleration of corrosion.
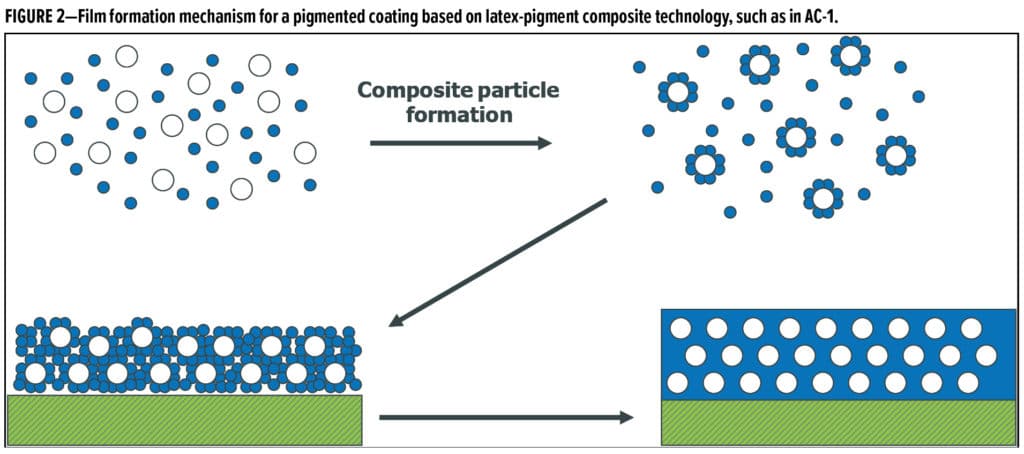
When a pigment dispersion is introduced to a resin with latex-pigment composite technology such as AC-1, the system forms a uniform dispersion through the adsorption of latex particles onto the surfaces of inorganic pigments and extenders to form latex-pigment composite particles (Figure 2). Pigment agglomeration is less likely to occur in the wet state as a result of this interaction, and with more optimal pigment distribution in the dry film, better barrier properties are achieved in comparison to conventional latex resins. A higher gloss potential is also gained as a result of the decrease in bare pigment particles protruding on the surface of the coating.
In addition to latex-pigment composite particle formation, the AC-1 resin utilizes self-crosslinking functionality. Self-crosslinking under ambient conditions generates crosslinks between polymer chains, raises the molecular weight of the polymer after film formation, and has shown to be beneficial in properties such as chemical resistance, DPUR, and durability (gloss retention). The combination of innovative technologies in AC-1 has led to a polymer that can be formulated below 25 g/L and still provide the high performance of higher-VOC systems.
One important property of coatings that are applied in exterior applications is the ability to form a good film under marginal conditions, such as low temperature or high humidity. For DTM coatings, LTFF can be especially critical, because as noted above, the quality of film formation is closely linked to barrier properties and corrosion resistance. Film formation of latex films is heavily influenced by the temperature at which the coating is applied, and proper coalescence in a low-temperature environment can be easily tested in the lab. Table 3 shows the results of LTFF at 4.5 °C and 40% RH for the experimental and commercial coatings. A failure is noted when cracking occurred, indicating insufficient coalescence of the latex polymer. As noted above, the new binder AC-1 forms a good film when formulated at 25 g/L in formulation DTM-1, which uses 3% DPnB and 2% plasticizer on polymer solids. Resin AC-2, designed for 50 g/L DTM coatings, passes LTFF when formulated at 50 g/L in formulation DTM-3, but fails when formulated to the lower VOC level of 25 g/L (DTM-2). Interestingly, the lower-VOC commercial DTM coatings COM-1 (50 g/L) and COM-2 (100 g/L) both failed LTFF. The highest-VOC commercial coating, COM-3 (200 g/L) passed in the LTFF testing.
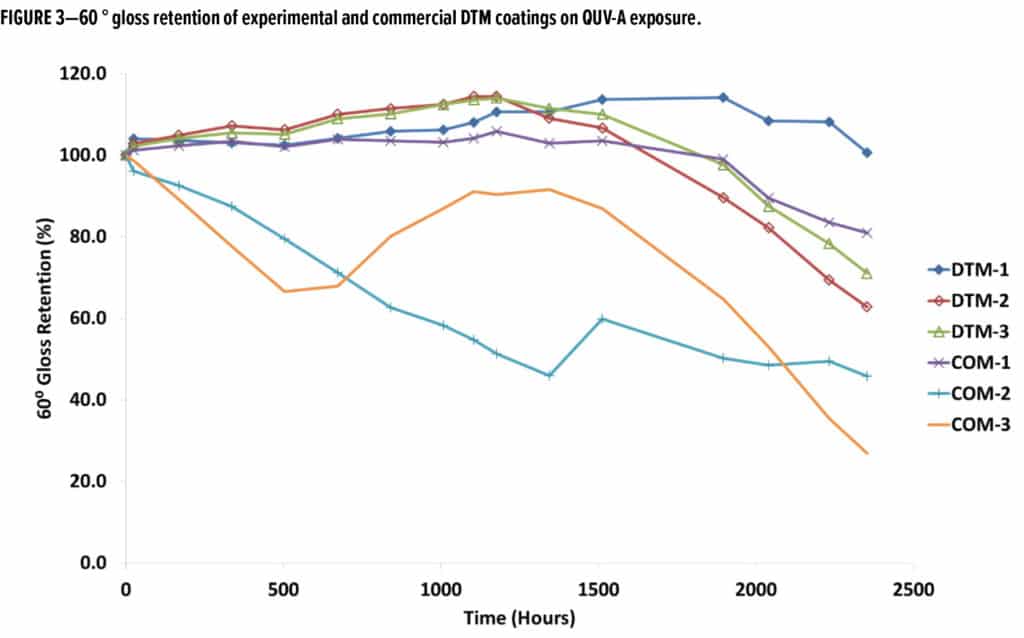
To be suitable for a protective coating application, exterior durability is a key property. Gloss retention, for example, can be impacted by direct exposure to UV light and water. Over time, UV light will break down coating films, resulting in chalking and a decrease in sheen. To combat gloss reduction, AC-1 relies on its self-crosslinking capabilities and the improved dispersion of pigments (particularly TiO2) caused by the latex-pigment composite technology, which results in higher resistance to film degradation from UV light. Initial gloss values are given in Table 4, and Figure 3 shows the results of accelerated weathering in a UV weathering cabinet. DTM-1 outperforms the other coatings in 60 ° gloss retention, with little change after 2300 h of UV-A exposure. Commercial coating COM-1 (50 g/L) and commercial binder AC-2 in both DTM-2 and DTM-3 (formulated at 25 g/L and 50 g/L, respectively) perform reasonably well but still lost about 20–30% of the 60 ° gloss after 2300 h of exposure. The higher-VOC commercial coatings COM-2 and COM-3 had even lower gloss retention, showing that as latex technology progresses to lower VOC, weatherability does not have to suffer.
Excellent exterior durability is also affected by DPUR, which is strongly linked to coating hardness. Films that tend to be on the softer end of the spectrum are more prone to retaining dirt on their surface over time. Dirt pickup hurts aesthetics and leads to more frequent maintenance of the coating. Film hardness is influenced by the MFFT and Tg of a resin, as well as by the coalescent package in a formulation. Although the MFFT of AC-1 is only 8 °C, the self-crosslinking mechanism of the resin yields similar results for DPUR in comparison to both AC-2 formulations and the commercial products (Table 4). All of the products tested for DPUR had good resistance to dirt after the films were exposed to UV light and allowed to undergo self-crosslinking.
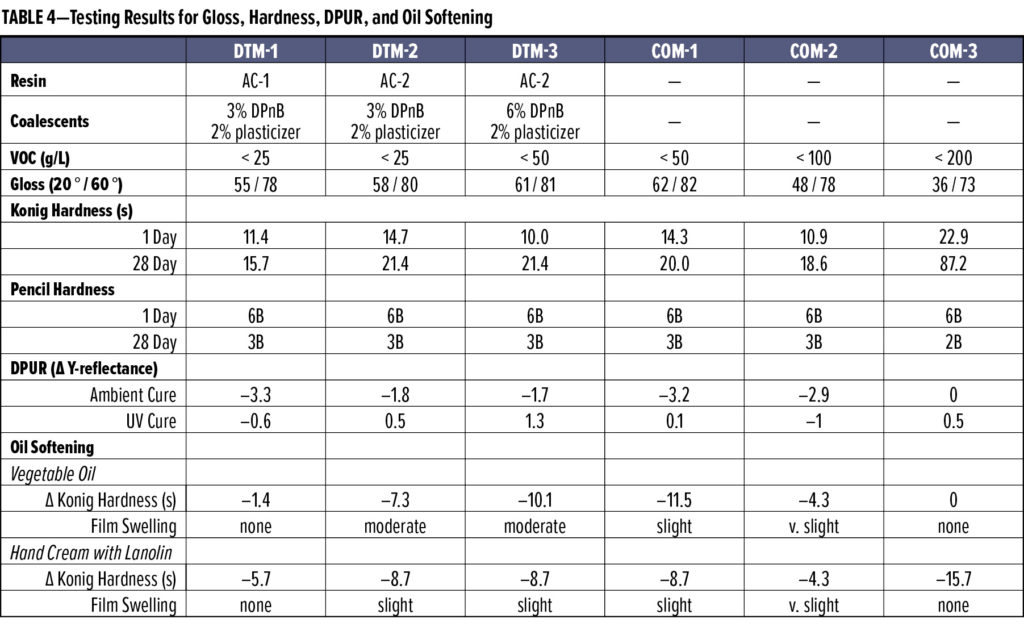
Pencil hardness was similar for all of the coatings tested (Table 4). DTM-1 has only slightly lower Konig hardness after four weeks dry compared to the other coatings formulated at 25–100 g/L. Only COM-3, the 200 g/L commercial DTM, is significantly harder after four weeks because it is based on a much higher Tg binder.
Self-crosslinking also contributes to protection from chemical exposure, which may pose a threat to the integrity of a coatings film. Oils, in particular, have the ability to soften, stain, and swell a coating if there is prolonged contact. DTM-1 based on AC-1 performed similarly and, in some cases, better than the other coatings when tested for hardness retention after exposure to hand cream containing lanolin and vegetable oil. Table 4 highlights the performance of each sample.
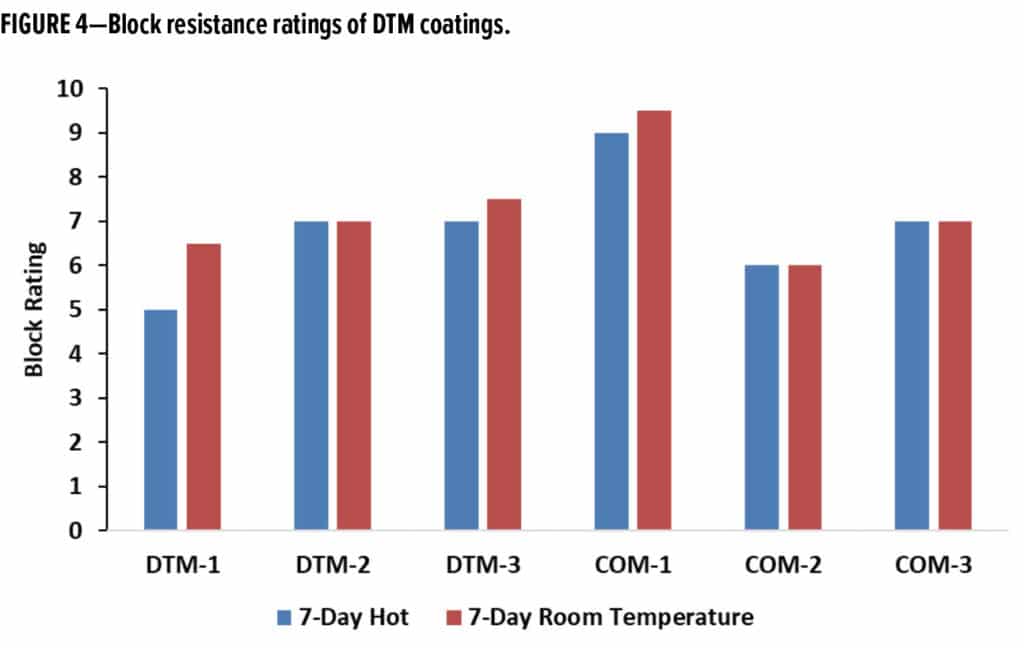
Block resistance is critical when coated surfaces will be in contact, such as when parts are stacked on top of each other. This property is very important for factory-applied finishes, but also desired for light-duty industrial maintenance and commercial architectural applications, such as the painting of metal doors. The composition of the resin plays a major role for anti-blocking performance, although the use of additives, such as waxes, may also improve the block resistance of coated substrates. Figure 4 shows the block resistance of the DTM coatings after curing for seven days. Block resistance was measured under two conditions, a) 30 min at 50 °C and b) 16 h at room temperature. DTM-1 based on AC-1 and formulated at below 25 g/L has slightly lower block compared to the other DTM coatings. It should be noted that the experimental formulations did not contain any type of additive to aid in block resistance, and performance could likely be improved with such additives. It is not known if the commercial systems contained any additives to aid with anti-blocking.
DTM coatings may be applied on a variety of metals, and they are expected to adhere to the targeted substrate without risk of delamination. Adhesion in both wet and dry conditions is needed in order to guarantee protection of the structure being coated. Table 5 shows that formulation DTM-1 has favorable dry and wet adhesion ratings for all three substrates—steel, aluminum, and galvanized steel. Coatings DTM-2 and DTM-3 based on AC-2 had poor wet adhesion on all three substrates. The 50 g/L commercial coating COM-1 performed similarly to DTM-1; however, the higher-VOC commercial systems exhibited more failures and fell short in performance depending on the substrate.
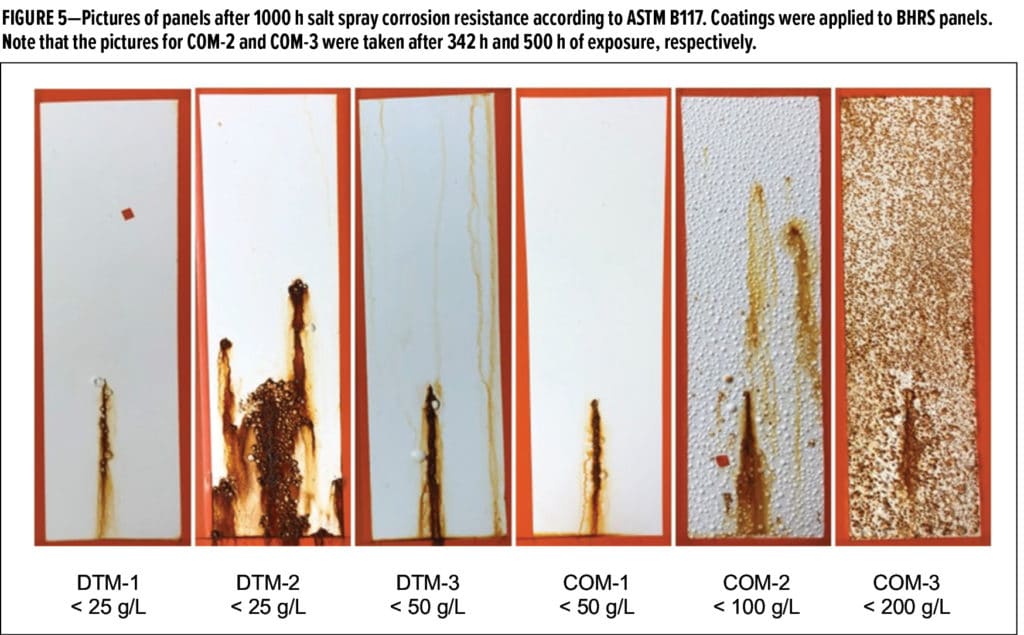
Corrosion resistance and resistance to blistering on exposure to water and high humidity may be the most important properties that DTM coatings can offer. Every year, billions of dollars are spent to mitigate and repair damage caused by the corrosion of metals.7 Coatings are an important tool in the fight against corrosion. Metal substrates can corrode at an accelerated pace if they lack a protective barrier to keep water and electrolytes from reaching the surface, and waterborne acrylic DTM coatings can deliver effective protection to metal surfaces in light- and medium-duty service environments. The new binder AC-1, when formulated at 25 g/L VOC in DTM-1, showed only minimal corrosion and blistering after approximately 1000 h of accelerated corrosion testing (ASTM B117) when applied at 3 mil DFT on BHRS, as shown in Figure 5. In contrast, binder AC-2 did not perform as well when formulated at 25 g/L in DTM-2. However, when formulated at its intended VOC level (i.e., 50 g/L as in DTM-3), binder AC-2 displays the expected higher level of corrosion resistance. This result correlates well with the LTFF results described above and shows that AC-1 can be formulated under 25 g/L and still maintain a high level of corrosion performance. The 50 g/L commercial coating COM-1 also performed very well after 1000 h of salt spray, but the higher-VOC commercial DTMs, COM-2 and COM-3, failed severely and were removed from salt spray testing at earlier times.
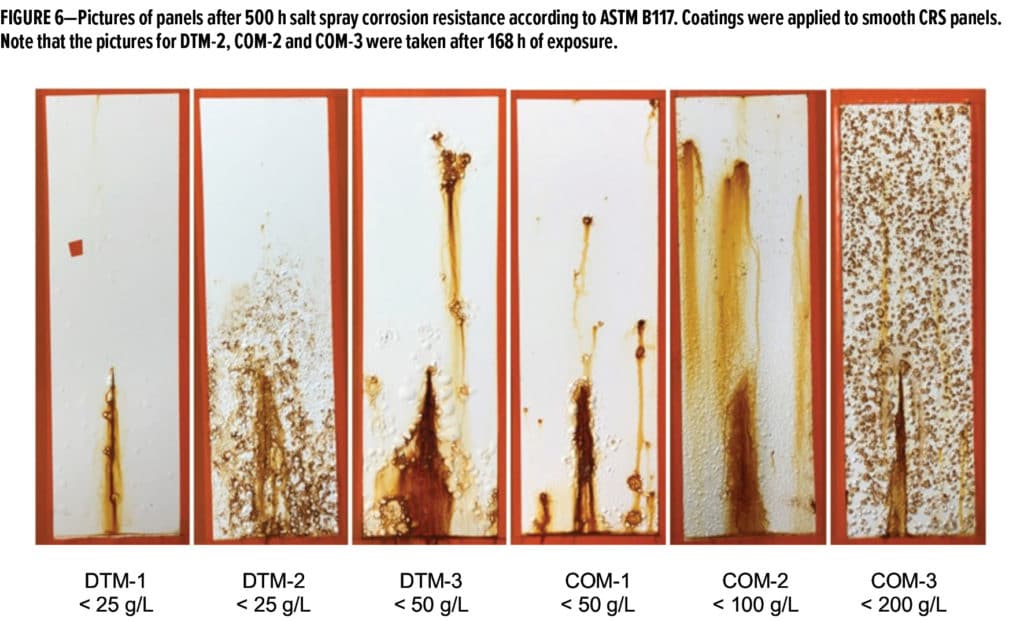
When the coatings were applied at a thinner DFT of 2 mils on smooth CRS, DTM-1 still showed excellent corrosion resistance, although some blistering was noticed throughout the film after 500 h of salt spray exposure (Figure 6). Again, DTM-2 did not perform nearly as well as DTM-1, and the panel was removed from testing after only 168 h. When AC-2 was formulated at its intended VOC level of 50 g/L in DTM-3, it performed better than its 25 g/L version DTM-2, but still not quite as well as AC-1 at 25 g/L in DTM-1, with more rusting and heavy blistering. Again, the need for a properly coalesced formulation is demonstrated when comparing the performance of DTM-2 and DTM-3. Commercial COM-1 (50 g/L) performed slightly worse than DTM-1 with more rusting, especially at the scribe. The higher-VOC commercial coatings COM-2 and COM-3 did poorly again, and panels were removed from testing after only 168 h due to failure.
In the high-humidity environment of a Cleveland condensation cabinet, DTM-1 showed comparable or better blister resistance relative to the other coatings and displayed only a few small blisters even after 500 h of exposure (Table 6). On smooth CRS, the other coatings failed with medium dense to dense blisters after 500 h. Each coating had less blistering over BHRS versus CRS, with the best results from COM-3, COM-1 and DTM-1. No rusting was observed after 500 h for any of the coatings. In general, the new binder AC-1 has demonstrated excellent water and humidity resistance properties.
CONCLUSIONS
With the introduction of the new DTM binder AC-1, we have demonstrated that waterborne acrylic technology can offer high performance at VOC levels under 25 g/L. As the demand for more environmentally advantaged and sustainable coatings grows in the industry, there has been a continual downward pressure on VOC levels. The technology available for 1K waterborne acrylic DTMs has advanced to give resins the capability of wide formulation latitude and high performance properties at very low VOC levels. The new acrylic DTM resin utilizes a combination of latex-pigment composite technology, a unique polymer composition, and self-crosslinking to deliver properties such as excellent gloss retention, corrosion resistance, and adhesion to multiple types of metal substrates. In addition, it performs better than existing solutions, and at a VOC level (< 25 g/L) much lower than what the industry has to offer today. This competitive performance and the results discussed here demonstrate the suitability of very low-VOC waterborne acrylic DTMs as protective coatings in the industrial maintenance and commercial architectural markets.
References
- Procopio, L., “The Evolution of Waterborne Acrylic Protective Coatings,” Proceedings of the SSPC Conference, February 2020.
- “The U.S. Paint and Coatings Industry, 2015-2020”, Kusumgar, Nerfli and Growney, 2016.
- Procopio, L.J.; Larson, G.R.; Rosano, W.J., “Low-VOC waterborne coatings for use in industrial maintenance painting” JCT CoatingsTech, February 2007.
- Briand, R., Larson, G., Procopio, L., Rosano, W., Smith, P., “Making connections – pigment-binder interaction enhances performance of exterior coatings,” European Coatings Journal, October 2008.
- Vielhauer, L.; Procopio, L.; McCrea, M.; Dombroski, B., “Pushing the Limits on VOC: High Performance Waterborne Acrylic Direct-to-Metal Coatings Below 50 g/L,” CoatingsTech, Sept 2015.
- Rosano, W.J.; Bleuzen, M., Garzon, A., Gebhard, M.S., Larson, G.R., Procopio, L.J., “Latexhülle für Pigmente,” Farbe und Lack, November 2006.
- “International Measures of Prevention, Application and Economics of Corrosion Technologies Study,” NACE International, 2016.
CoatingsTech | Vol. 17, No. 9 | September 2020