

By , ChemQuest Powder Coating Research
Different aesthetic requirements for powder coatings necessitate formulators to be able to produce finishes in any level of sheen, from full gloss down to dead matte. By default, a basic powder coating formulation will exhibit a 60° specular gloss of 90 or higher. A number of different methods can be employed to reduce the luster to a semigloss or matte finish. Some of these techniques involve the incorporation of mineral fillers or wax additives to impart the desired appearance, while others utilize resin chemistry to create a microscopic texture on the coating’s surface, as shown in Figure 1.
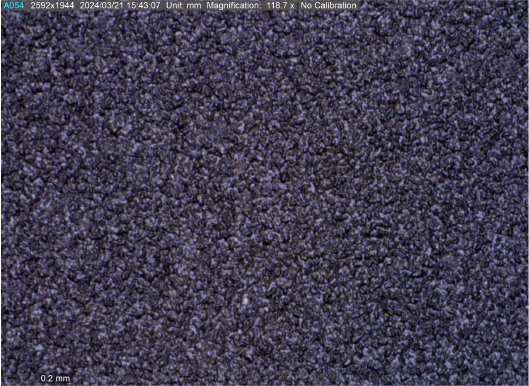
FIGURE 1 Polyester/GMA acrylic close-up showing microtexture of the surface
Extender Pigments
Extender pigments are inert, typically inorganic filler materials that are added to a formula to reduce overall formula cost, but they can also provide an aesthetic or performance-enhancing function. The most commonly used extenders in powder formulating are calcium carbonate and barium sulfate, though the particle-size distribution of the mineral filler has more influence on the appearance of a powder coating than the chemical makeup.
Powder coatings are sensitive to high oil-absorption components such as fumed silica and organoclays.
Whereas solventborne liquid coatings can incorporate high levels of fine particle size fillers for their matting needs, the viscosity of powder coatings increases incrementally with the incorporation of high oil-absorption additives to the point of extreme texture and film incontinuity. If used at a low level (e.g., under 4% by formula weight), they can decrease gloss or impart a subtle texture without losing mechanical properties.
On the other end of the particle-size spectrum, larger particle-size extender pigments may be used to affect a powder coating’s sheen. Particles larger than 44 microns (325 mesh) may protrude from the surface, creating unattractive defects known as bits or seeds. However, mineral fillers with a narrow particle-size distribution and a median in the 10-to-20-micron range can disrupt the surface in a uniform way, creating a semigloss finish of 50 gloss units or lower.
This method is particularly viable in dark coatings that only require a low loading level of colorant pigment to attain opacity. In white or pastel coatings that require a higher loading of prime pigments, it may be difficult to incorporate enough filler to substantially reduce the gloss.
Wax Additives
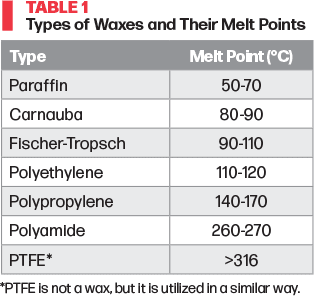
Waxes used in powder coatings are typically synthetically produced and are characterized by their melt point. They are nominally incorporated at a level of 0.5-5.0%. Because powder coatings are normally extruded around 100 °C, low-melting waxes such as paraffin and carnauba melt below the typical extrusion temperatures and are intimately mixed with the polymeric binder during extrusion. Other waxes such as Fischer-Tropsch and polyethylene are dispersed as a particle in the extruder and melt during the curing cycle, which can be up to 200 °C or higher. (See Table 1.)
Either way, while the binder melts and cures in the oven, wax additives are driven to the surface of the coating; this positioning on the surface can have both positive and negative effects on the coating. On the positive side, the use of wax additives can improve the slip and mar properties of the coating. In addition, with proper selection, they can be used to reduce the gloss to as low as 40 gloss units.
However, if incorporated at too high of a level, the wax additives can impart haze and burnish, inviting fingerprints. They also can prevent intercoat adhesion in a multiple coat or recoat situation. Additionally, some waxes are not weatherable and not recommended for coatings requiring high UV durability. Because of these potential side effects, the formulator must take care to select the proper wax for gloss reduction and monitor coating properties at various addition levels to ensure coating performance is not negatively impacted.
Differential Cure
Differential cure can be achieved by combining two compatible powder coating formulations with disparate functionality. The two components react and cure at different rates such that during the cure cycle, the faster-reacting components will crosslink, and flow will become restricted in those domains, while the slower-reacting components continue to flow. Finally, the slower-reacting components will crosslink. This differential-cure mechanism results in a microtexture on the film’s surface, which appears as a smooth, low-gloss finish.
Continue reading in the July-August digital issue of CoatingsTech