

By Dr. Terri Carson, Dr. Mario Schoondermark, Markus Dimmers, and David Folkman
ALBERDINGK BOLEY Inc., USA
Low-gloss coatings have been attracting increasing interest in recent years.1 Not only for wood substrates is this trend seen, but even matte coatings for plastic and vinyl composite tile (VCT) can be found in various markets to enhance the appearance or reduce glare. In the case of wood coatings, many consumers have grown to appreciate the more natural look of untreated wood instead of a glossy finish. A low-glare coating is less disturbing to the eye, which is a true benefit in larger spaces. Additionally, such a coating gives the appearance that the wood is untreated in terms of color, grain, and touch resulting in a more authentic look. Due to this trend, oiled or wax-treated surfaces gained a lot of market share due to their warm appearance and low gloss. However, these finishes still need much more intense care and maintenance than most consumers realize, since oils or waxes do not form a protective film. A true matte varnish based on polymeric binders could offer the beauty of an oil/wax finish but provide superior protection and less necessity for intensive care resulting in the desired appearance.
There are several options for the coatings formulator to create a matte coating. Various matting agents are available including silicas, waxes, and fillers and the best choice can be made depending on the application. Among this group, conventional silicas (precipitated and pyrogenic) are known to be very effective in reducing the gloss of water-based coatings. The use of silica-based matting has advantages, such as being very efficient at low levels of addition, having high wet film clarity, and being economical. However, there are a number of disadvantages as well, such as sensitivity to scratches, imparting water sensitivity at high concentration, and causing “stress cracking” on flexible substrates. In addition, the silica-based matting agents are very light and difficult to add during manufacturing, can show hard settling in the coating after time and offers limited matting.
The objective of this work is focused on the development of an inherent matte and hard polyurethane dispersion. Ideally, such a polymer used in a low-gloss coating already has a matte polymer film without the use of any additional matting agents to avoid the above-mentioned drawbacks. Additional technical requirements have been defined:
- Solvent-free, hard aliphatic PUD
- Gloss levels of <5@20°/ <20@60° / <50@85°
- Excellent sanding properties by machine sanding
- Resistance to chemicals and stains
- High optical clarity over dark substrates
- Scratch resistance
- No hard sedimentation in coatings
- Good compatibility with other resin binders
- Low amine content (<1%)
The manufacture of water-based polyurethane dispersions is well documented in literature and will not be discussed here. The scope of this work is to investigate this new development as a liquid matting agent in traditional wood floor finishes and as coatings for rigid plastics.
Experimental
All wood flooring finishes were evaluated according to the Maple Flooring Manufacturers Association (MFMA) testing requirements. Evaluations conducted for rigid plastics were performed according to ASTM D3002–07 (Standard Guide for Evaluation of Coatings Applied to Plastics).
Results
Surface Analysis
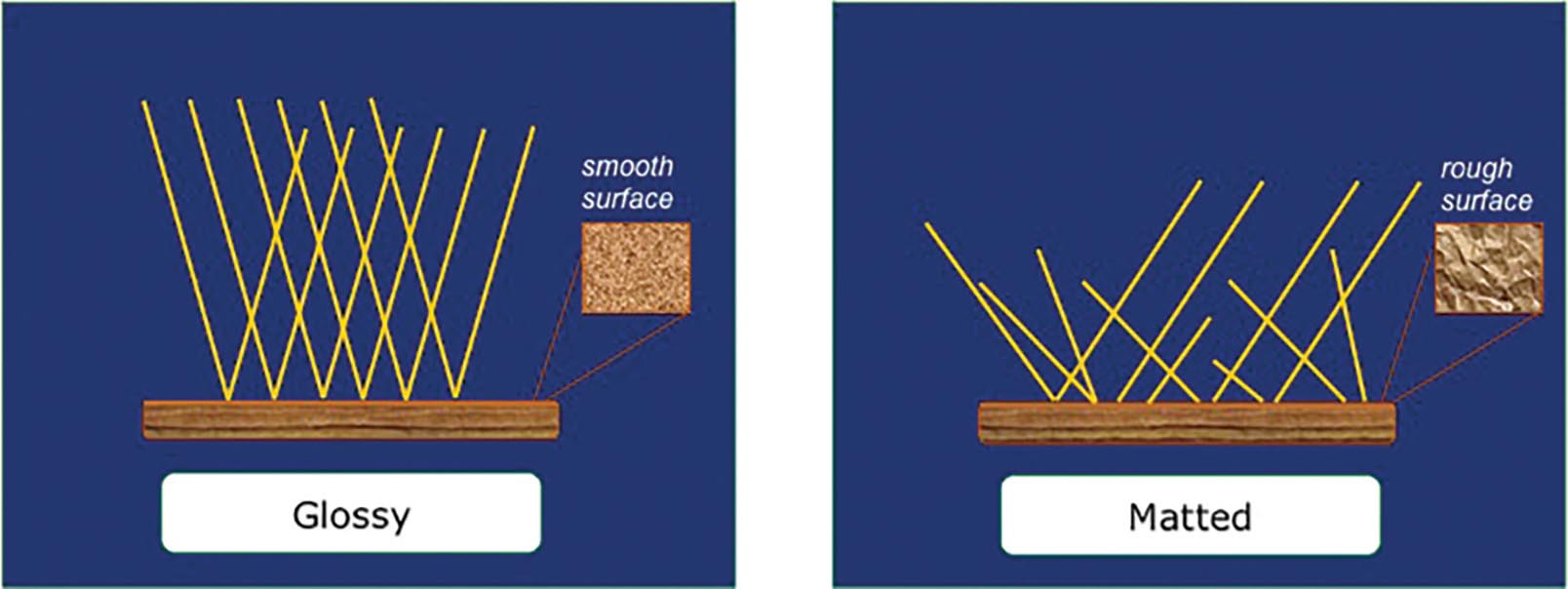
FIGURE 1—Matting mechanism.
Gloss is a function of light reflection—the more light is reflected and partially directed, the more glossy the surface appears to be. In contrast, a matte surface is scattering the light in many directions and the surface appears less glossy and in the case of an almost total scattering the surface is ultra matte in any angle (Figure 1).
Usually, matting is obtained by creating a rough surface in which variation in height is present. The topography type determines the gloss level in the typical angles for gloss measurements (20°, 60°, and 85°) as described in, for example, ISO 2813.
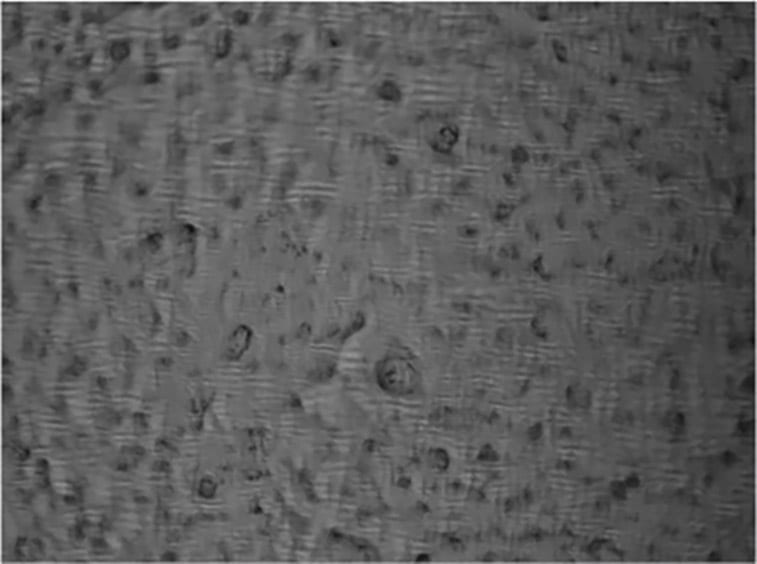
FIGURE 2a—Confocal microscopy of the hard matter PUD (a—100x mag/size 178x134um) vs a PUD with 1.5% pyrogenic silica (b, below)For high gloss surfaces, the 20° angle is used; for medium gloss ones, the 60° angle; and for very low-gloss surfaces, the 85° angle (also known as sheen) is the most important. Gloss is measured in gloss units (GU) and is usually between 100 and 0. Polished metal surfaces such as mirrors can reach up to 2000 GU.
A new inherent matte PUD has been developed with gloss values of 20°/60°/85°: 0.8/5/33. This reduction in the gloss level is due to the extremely multimodal, broad particle size distribution. While the median particle size of a conventional PUD is in the range of 60–100 nm, the median particle size of the matte PUD is 4,000 nm or 4 µm. By controlling particle size, particle distribution, and morphology, we can determine the degree of gloss reduction and other parameters such as haptic. Furthermore, by changing the refractive index of the polymer, we can achieve optical effects like a “frost” or “etch” look.
FIGURE 2b
Analysis of the surface structure shows that the film has a quite uniform roughness similar to a PUD matted with pyrogenic silica (Figure 2). Individual particle size on the surface is in the range of 4–6 µm. The shape of the particles could be described as “potato chips.” Even though the particles are not too large and not very different in size, they show a particularly efficient matting effect. This can be explained by the fact that the particles arrange themselves in “waves” during film formation. This wave structure causes an additional matting effect.
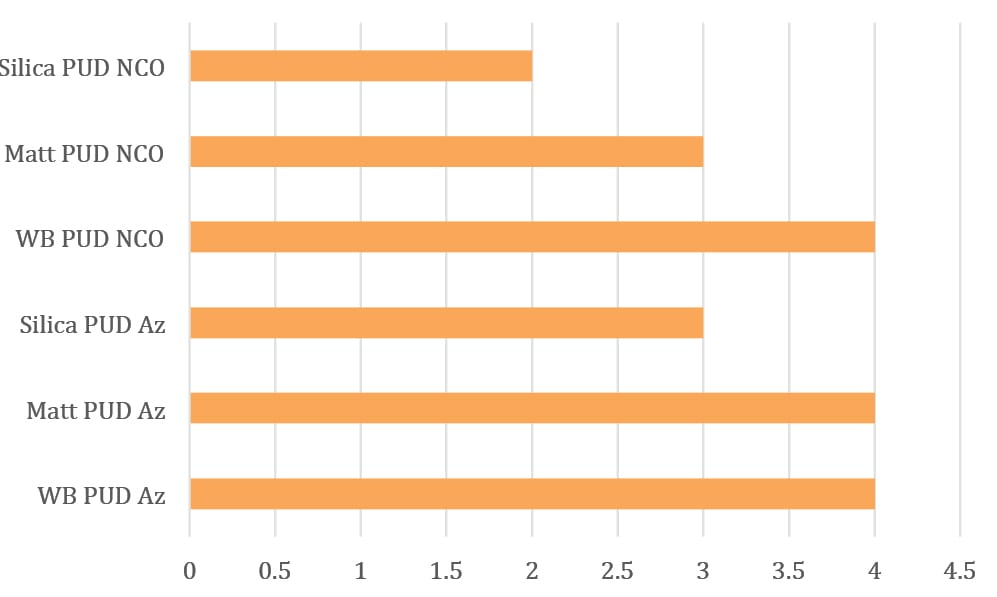
FIGURE 8—Black heel mark resistance.
Figure 3 shows the median particle size and roughness of the surface (max. 3.2 µm). This data can then be used to create a 3D surface profile (see Figure 4). From this image, it can be seen that the surface is relatively homogeneous. A PUD matted with pyrogenic silica has less uniformity and this can directly impact the film performance such as scratch resistance. It is already known that silica-based systems have lower scratch resistance since it is very easy to scratch off the top of larger particles in the film (due to roughness and less mechnical resistance).
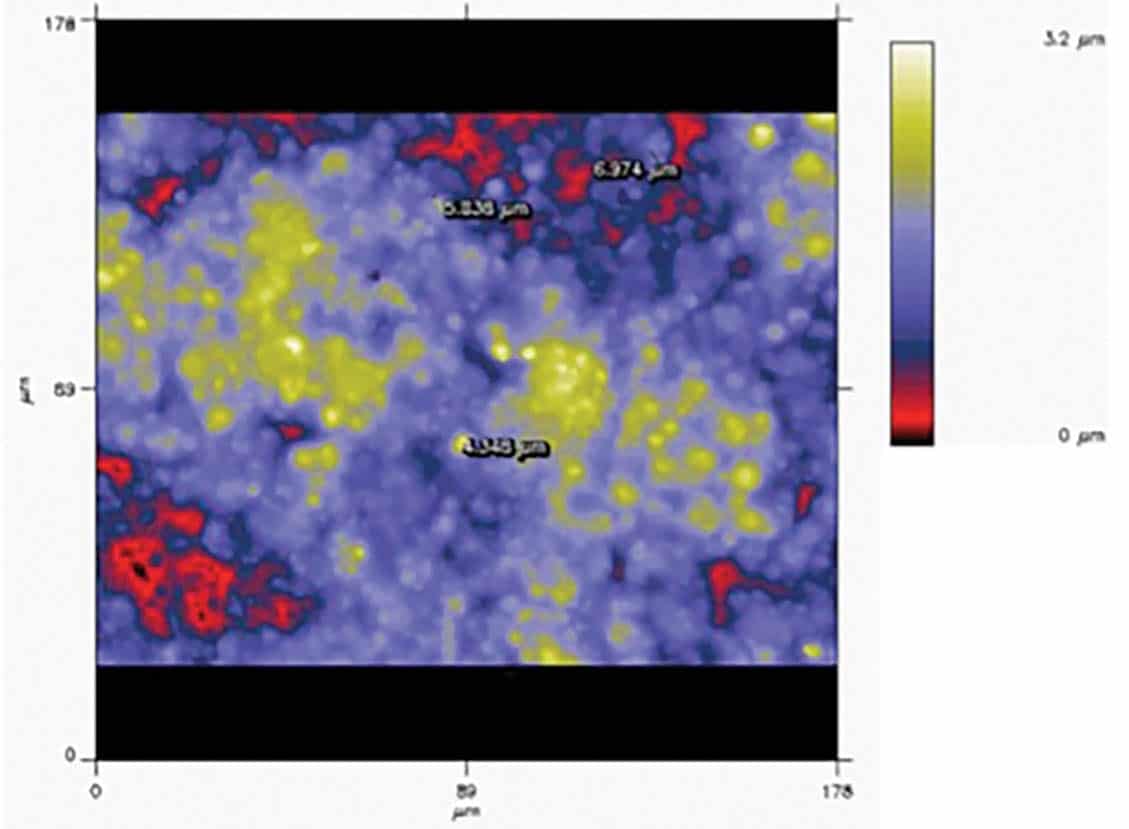
FIGURE 3—Analysis of height and particle size of the hard, matte PUD.
Wood Floor Finish Application
Depending on the flooring market, various sheen levels are targeted to meet performance requirements, traffic patterns, and aesthetic appeal. Waterborne PUDs have been used in the U.S. market since the early 1980s and one- and two-component versions are widely available. Use of matte PUDs in these finishes can serve two purposes: liquid matting agents and surface protection. The efficiency of the matte PUD has been investigated with traditional high-gloss PUDs. In Figures 5 and 6 one can see the linear gloss reduction with increasing quantity of the hard, inherent matte PUD. It was found for a comparable gloss obtained with 0.5% pyrogenic silica, 20% matte PUD is required. Even though this is the case, it must be noted that the hard matte PUD acts as film forming polymer and as a matting agent at the same time. To further emphasize this point a traditional two-component finish was modified to a semi-gloss level in separate formulations using the matte PUD and silica and crosslinked with both isocyanate and aziridine. These finishes have been evaluated in part according to the MWFA specifications. Specific details of the formulation can be seen in Table 1.
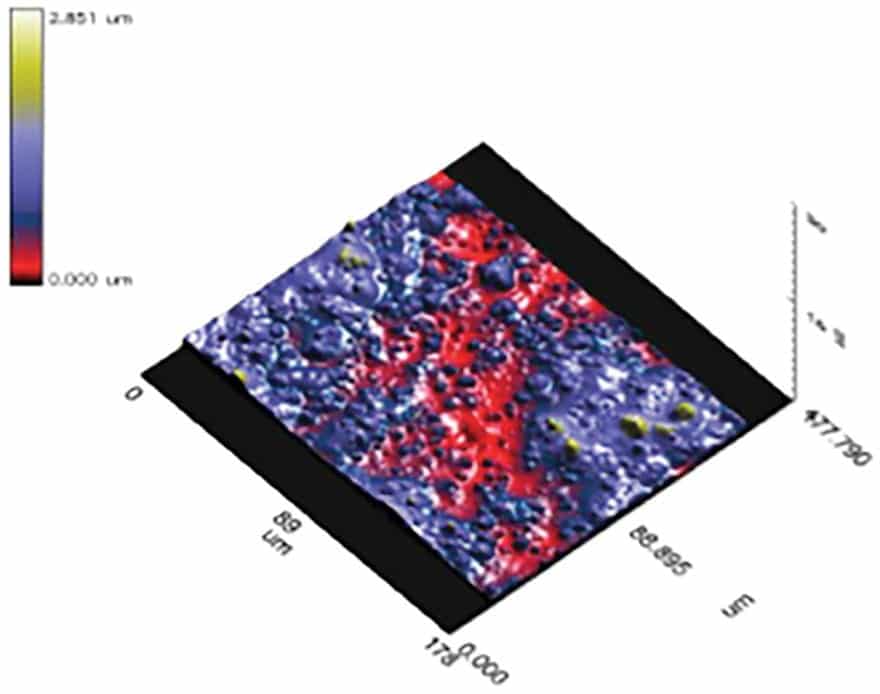
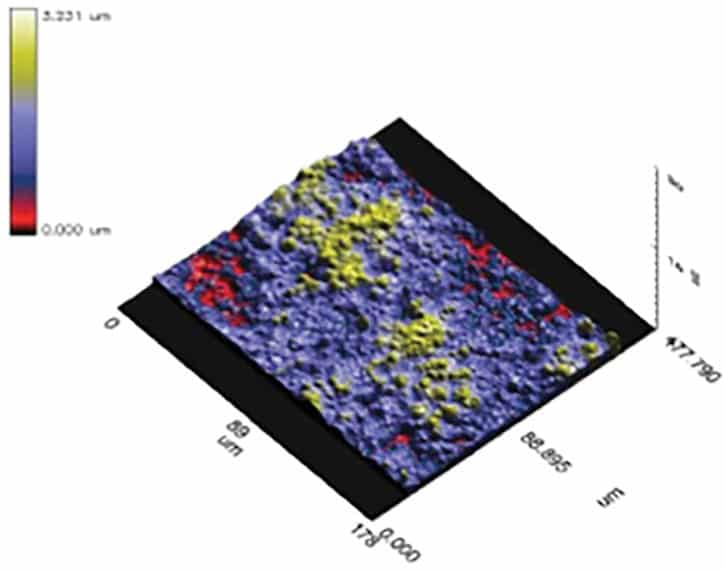
FIGURE 4—3D Surface profile of the hard, matte PUD (left) vs a PUD with 1.5 % pyrogenic silica (right).
Formulating with the matte PUD can be done easily and presents no challenges with handling or air quality because it is a liquid. Since the matting efficiency can vary for different resins, it has to be checked initially to determine the acceptable gloss level. Incorporation of the matte PUD into the 2K formulations had less impact on the Koenig hardness values compared to the silica-based formulations (Figure 7). Isocyanate cure produced the highest hardnesses in any case. All coatings had suitable fingernail mar resistance.
Further benefits using the matte PUD can be seen with the black heel mark resistance (BHMR) (Figure 8). For both isocyanate and aziridine cure formulations, the silica-based coatings were inferior to those compared with the matte PUD. It is a good option to have such a matting product that aides in reducing the gloss and can react with crosslinkers as well. It is already known that building the crosslink density in a polymer network improves BHMR.2 Thus, the need to formulate with other additives such as waxes can be reduced to some level.
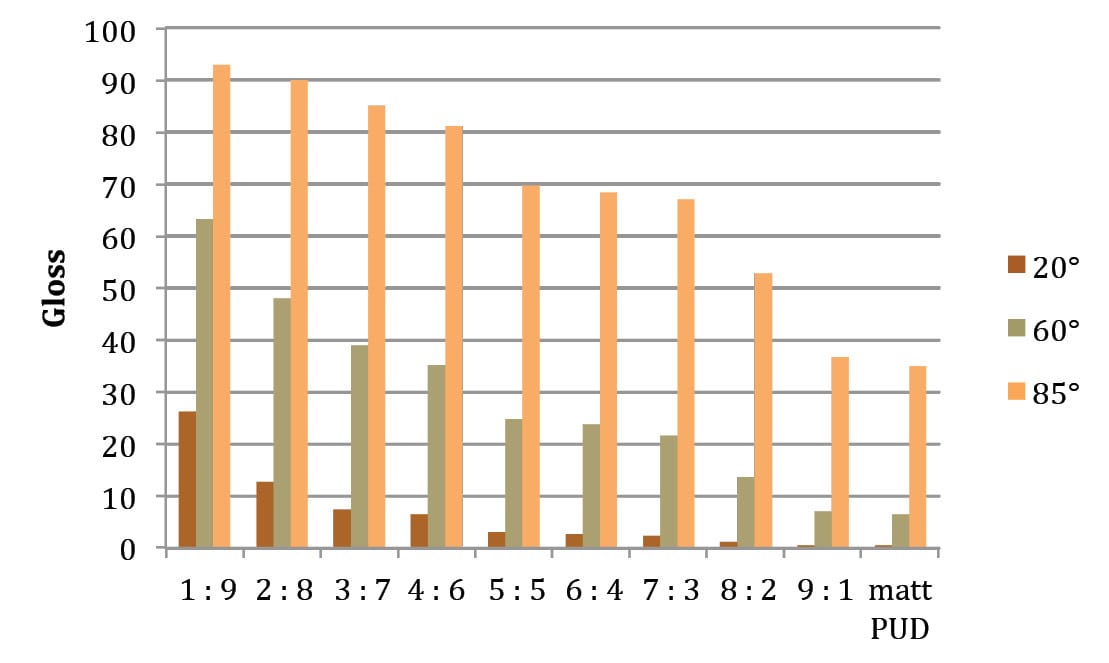
FIGURE 5—Gloss as a function of % matte PUD in aliphatic PUD 1.
All of the coatings passed the chemical/stain resistance testing according to the guidelines specified by MFMA (ASTM D 1308). Also, all coatings produced a taber abrasion weight loss of less than 50 mg/100 cycles, meeting MFMA requirements. However, the coefficient of friction was inferior for the silica-based systems (<0.50) (Figure 9).
Ultra-matte Wood Finishes
As mentioned previously, ultra-matte wood coatings have increasingly gained greater interest from consumers due to their aesthetics. Today, ultra-matte wood finishes are made by using a variety of different matting agents. This is necessary since one needs multiple particle sizes of matting materials in order to create a topography which has an almost total light scattering. That makes production of these coatings more difficult for the formulator because different materials need to be properly dispersed and stabilized to ensure long shelf life. If silica is used in a formulation, the viscosity buildup is very strong which may cause issues with flow and leveling during application.
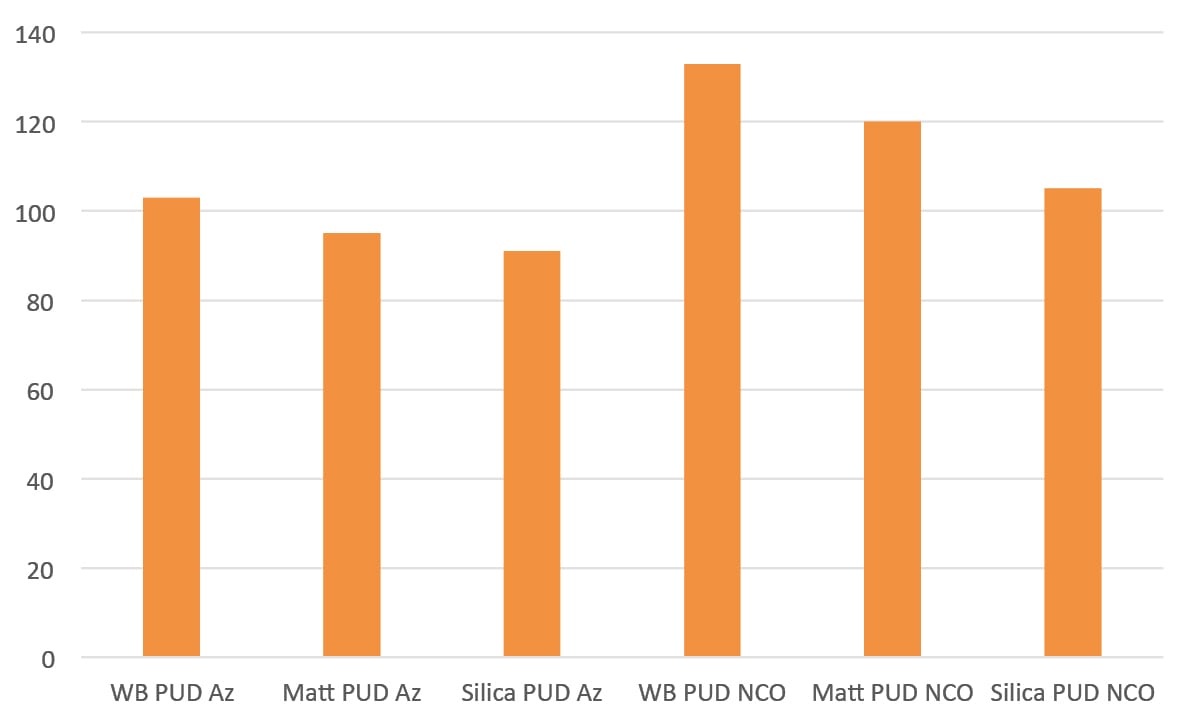
FIGURE 7—Koenig hardness values.
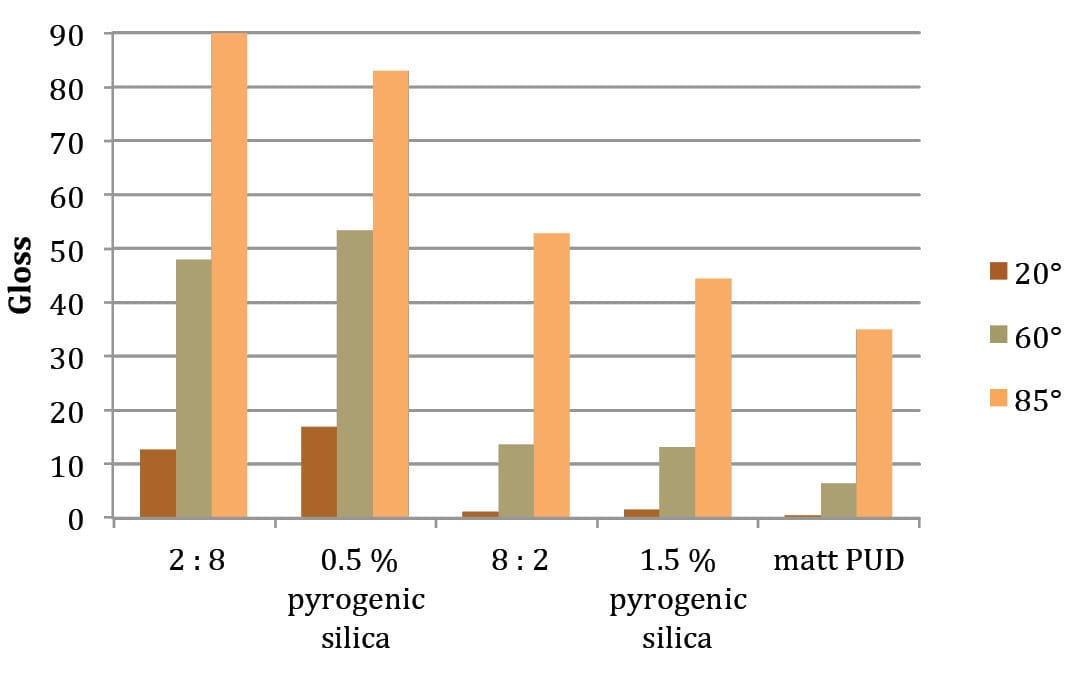
FIGURE 6—Efficiency of hard matt PUD vs. pyrogenic silica in an aliphatic PUD 1.
Using the inherent matte, hard PUD, a functional product is offered that will help achieve ultra-matte surfaces with much less effort since the main polymer is already inherently matte. A formulation has been developed to produce a finish with ultra-low gloss values at all angles –20°/60°/85°: 0.1/1.8/1.9. Such a finish has a completely natural look and almost gives the appearance that the wood is untreated (Figure 10). Further test of this formulation confirms that it cannot only provide a great look but also provides suitable surface protection. Table 2 shows the ultra-matte floor finish properties.
FIGURE 8—Black heel mark resistance.
Plastic Coatings
Further development in the design of an inherent matte PUD has focused not only on gloss levels but haptic properties as well. By changing the morphology of the particles and the design of the polymer backbone, a soft-feel, matte PUD has been developed that offers high optical transparency, good chemical and hydrolysis resistance, and a more flexible film. As seen by the microscopy image, the particle size and distribution is quite different from the hard matte PUD with the formation of spherical particles with broad particle size distribution (Figure 11). The gloss of this neat resin is even lower compared to the hard-matte PUD (20°/60°/85°): 0.2/0.6/31.2. Such matte products could be used to coat a variety of substrates including plastics to minimize scratches and surface damage by chemicals. Additionally, there is an established market for soft-touch coatings for plastic.
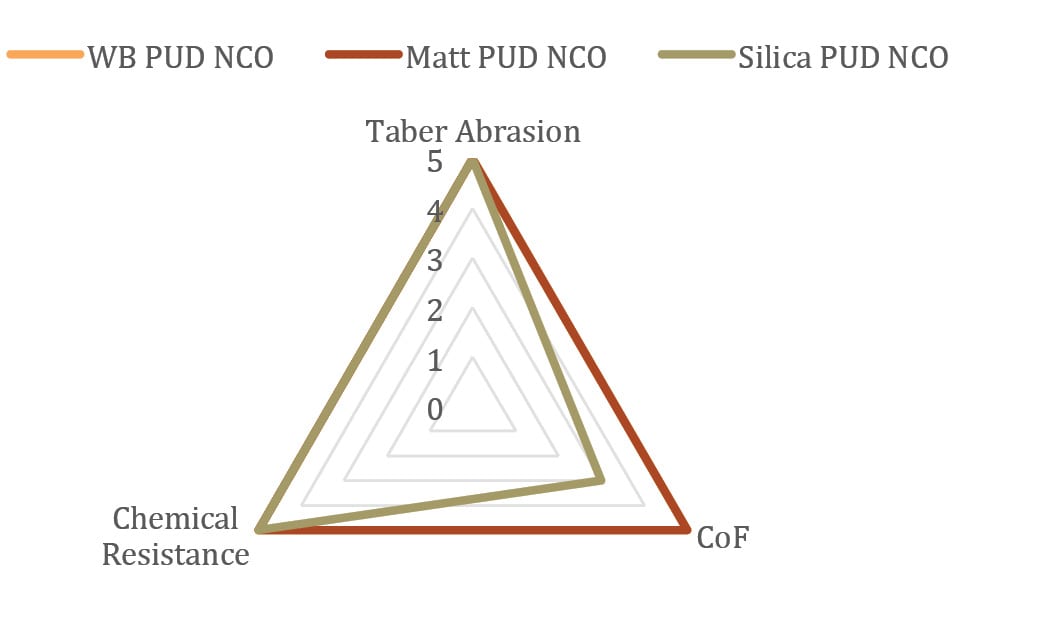
FIGURE 9—Floor coating performance.
Traditional soft-touch coatings are based on 2K waterborne chemistry using flexible PUDs in combination with hydroxy functional polyurethanes and soft-feel additives.3 To further broaden the application of these matte products to other substrates, two-component formulations (crosslinked with isocyanate) based solely on the hard and soft matte PUDs were evaluated as coatings for plastics (ABS/PC). Both formulations showed excellent adhesion to the substrate, along with good flexibility as evaluated by the mandrel bend test. Plasticizer migration from vinyl fabrics was also tested and the hard matte PUD resisted deterioration and remained intact after the duration of the test with no softening of the film. The film of the soft matte PUD remained intact as well, but visible marring could be seen. Better resistance could likely be achieved by the addition of a hydroxy functional PUD to the formulation.
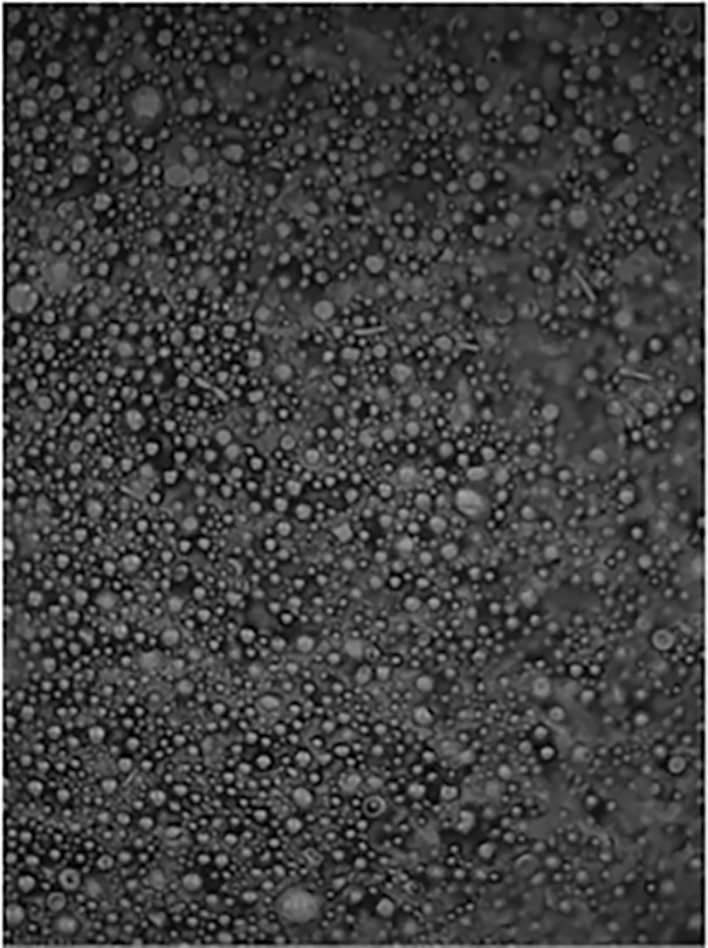
FIGURE 11—Convocal microscopy of a matte, soft-feel PUD (100x mag/size 178×134 µm).
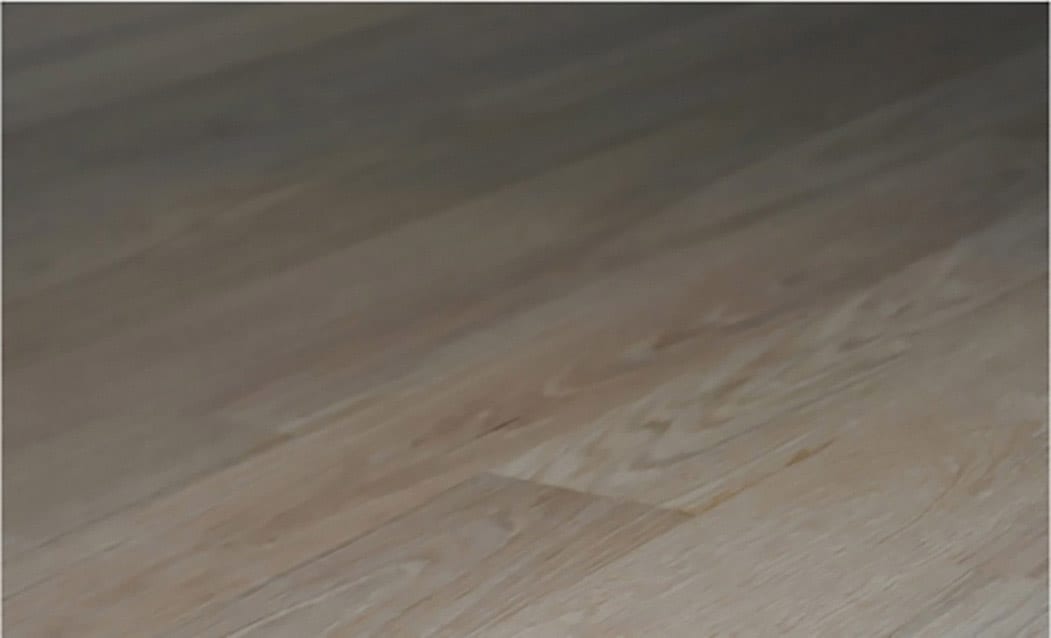
FIGURE 10—Ultra-matte floor finish with matte PUD.
The water resistance of the coatings was evaluated by two methods: water immersion (144 h @ 50°C) and exposure to 100% relative humidity (144 h @ 38°C). Neither coatings showed any visible failures such as blushing or blistering after exposure. However, for the hard-matte PUD, a gloss reduction was measured from 23 to 7 for the 60° angle, while the soft-matte PUD virtually remained unchanged with a gloss of 1.5.
Chemical resistance was tested for a 16 h dwell time and results are reported in Figure 12. Overall, good resistance was seen from both matte coatings, but further optimization is needed to improve resistance to coffee, red wine, and mustard. Better resistance can be achieved with shorter dwell times (1 h), the addition of hydroxy containing resin, or incorporation of UV functionality to increase crosslink density.
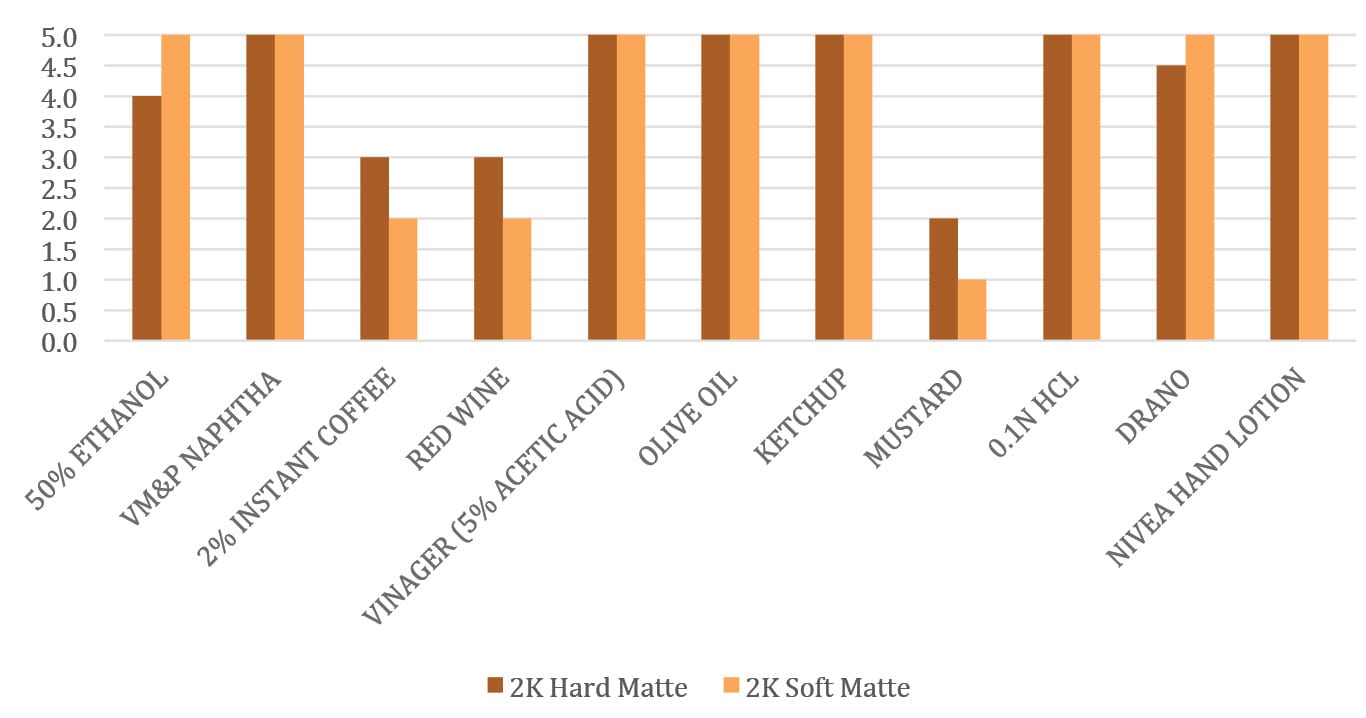
FIGURE 12—Chemical resistance for 2K matte formulations.
Conclusion
Inherently matte PUDs (hard and soft) have been developed that offer an easy and efficient way to formulate low- to ultra-low gloss coatings without compromising properties. In addition, they also help to overcome the shortfalls of silica matting agents such as transparency (DOI), scuff and BHMR resistance, storage stability, and sedimentation, as well as coefficient of friction. Future work will focus on different applications such as matte wall paints with superior scratch resistance and overprint varnishes with a paper-like feel.
Acknowledgments
A special thanks is given to the colleagues from R&D and Technical Marketing at Alberdingk Boley GmbH. Also, special mention to Petra della Valentina, Christian Unterfeld, and Carsten Nagel of BYK Chemie for help with the confocal microscopy work.
References
- Wahlgren, K., Hardwood Floors, 2015.
- Harmsen, A., Jansse, P., Vermeer, M., Hoogen, E., and Werf-Willems, N., “Crosslinking Mechanisms,” European Coat. J., (5), p.14 (2003).
- Irle, C., Pohl, T., and Wylie, A. PCI Magazine (2008).
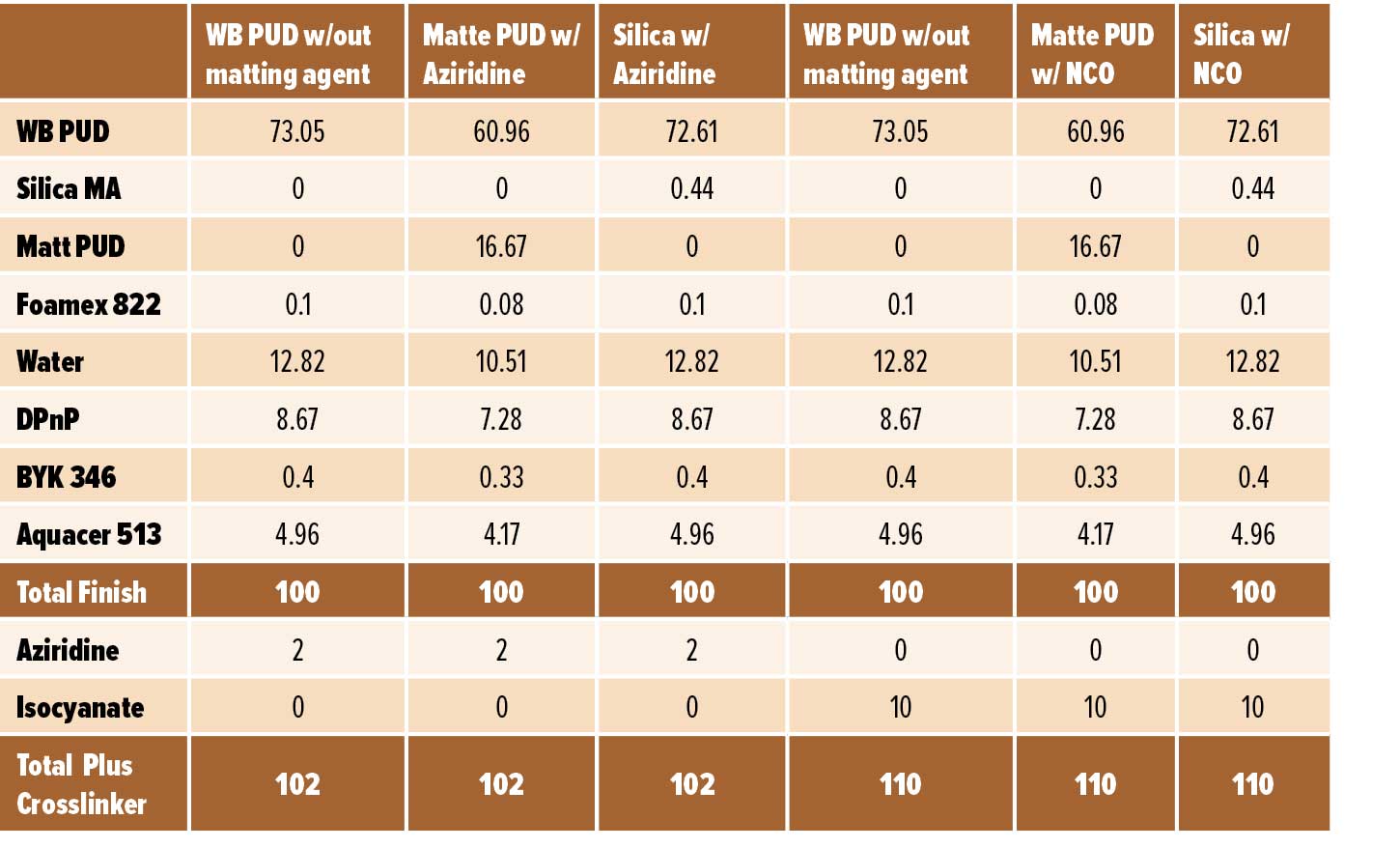
TABLE 1—Semi-gloss Wood Flooring Formulas
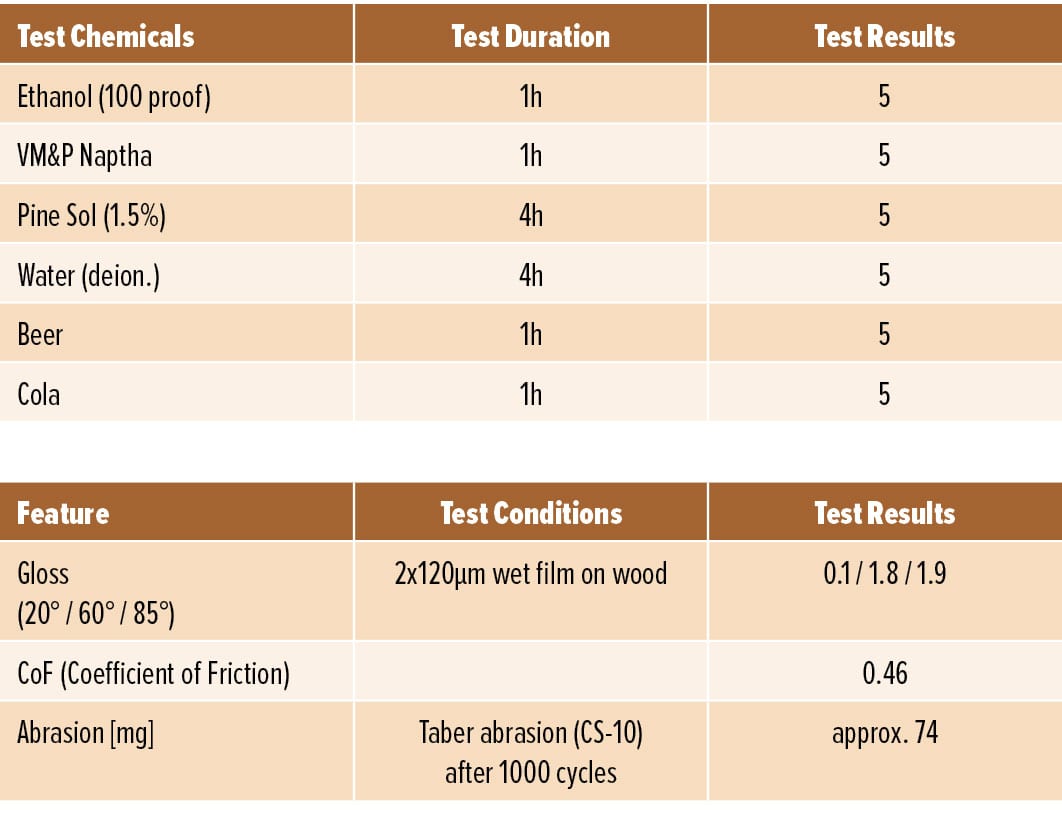
TABLE 2—Ultra-matte Floor Finish Properties