By , EPS – Engineered Polymer Solutions
Introduction
Per- and polyfluoroalkyl substances (PFAS) have been used historically in paint formulations for their hydrophobic and oleophobic properties in addition to their surface properties. In waterborne coating formulations, they are often present as fluorosurfactants (FS). This study explores the development of high-performance waterborne coatings that do not require fluorosurfactants and maintain or exceed the performance of legacy FS-containing systems.
Architectural coatings are expected to deliver a balance of performance properties. Among the most critical performance attributes is block resistance, especially in high-traffic and high-touch environments such as kitchens, bathrooms, cabinetry, and institutional settings. Removing fluorosurfactant from formulations often leads to trade-offs in performance, particularly in block resistance, tack resistance, and durability. Traditional approaches to improve block resistance, such as increasing pigment volume concentration (PVC), raising glass transition temperature (Tg), or adding waxes, can negatively impact gloss, durability, or VOC content. Therefore, another approach is necessary.
By optimizing polymer design, focusing on Tg, particle morphology, crosslinking, and monomer selection, this research demonstrates that coatings can achieve excellent block resistance, tack resistance, washability, and durability without the use of fluorosurfactants. Comparative performance data across gloss levels and environmental conditions validate the efficacy of these optimized systems, offering a resin-based approach to eliminating FS from waterborne acrylic coating formulations.
This article presents a comprehensive study on the development of an optimized all-acrylic polymer system that eliminates fluorinated additives while maintaining or improving key performance metrics.

Materials and Methods
This study focuses on an all-acrylic polymer that does not contain fluorosurfactant while delivering high-performance properties. A high-gloss (HG) polymer was specifically designed to achieve gloss levels above 80 GU at 60°, with a minimum film formation temperature (MFFT) of 21 °C and utilizing self-crosslinking monomer.
Resins with higher Tg or elevated MFFT typically exhibit desirable hardness characteristics, such as reduced surface tack. However, increasing hardness often requires additional coalescent, which can raise VOC levels in the final coating formulation. To balance these factors, the HG polymer was engineered to minimize coalescent demand while maintaining surface performance. The incorporation of a self-crosslinking monomer further enhanced hardness without increasing VOC content, as crosslinking occurred after film formation rather than during application. The resin system was evaluated against an FS-containing control resin.
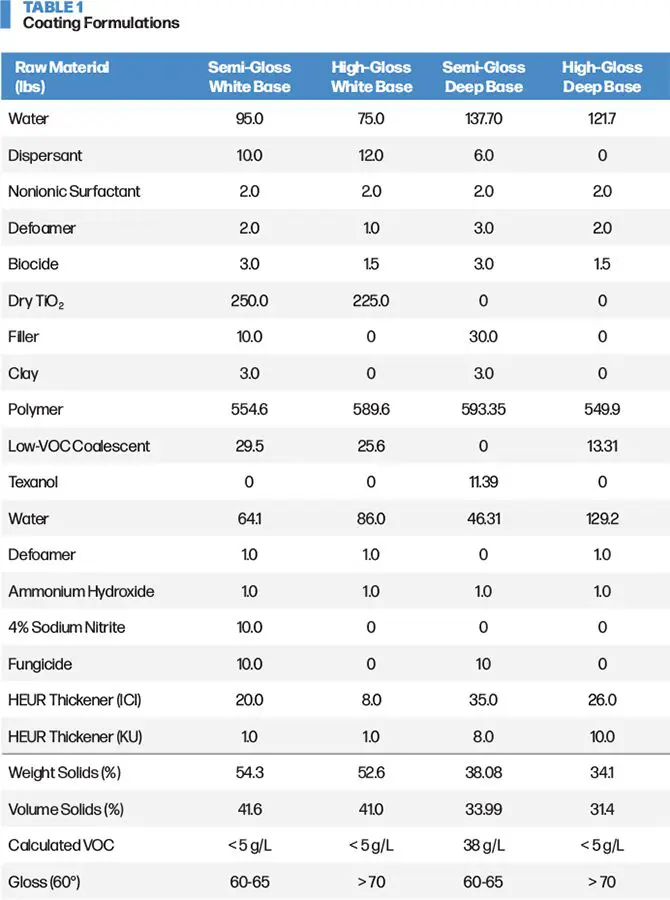
Four coating base formulations using the optimized polymer are shown in Table 1. The deep base formulas in this study were tinted with 12 oz of colorant per 100 gal.
Experimental
The following tests were conducted.
Hot Block Resistance
Hot block resistance was evaluated with a 3-mil drawdown dried at 70 °F and 50% relative humidity (RH). Small squares were cut at dimensions of 1.5 in. by 1.5 in. and the coated sides were placed together and put in a 120 °F oven with a 1000 g weight on top. Then, samples were kept at room temperature for 30 min before the samples were pulled apart and the block resistance was rated on a scale of 0-10, with a rating of a 0 indicating fully adhered, and a rating of 10 indicating no adhesion and the squares pulled apart from each other with essentially no force needed.
Cotton Ball Tack Resistance
The tack resistance of the HG surface was evaluated by allowing the coated sample to dry for 24 h under controlled conditions of 70 °F and 50% RH. After drying, a cotton ball was placed on the surface, and a 500 g weight was applied directly on top. The setup was then transferred to an oven and exposed to 120 °F for 60 min. Following heat exposure, the sample was allowed to rest at room temperature for 30 min. After this rest period, the cotton ball was removed and evaluated for cotton residue.
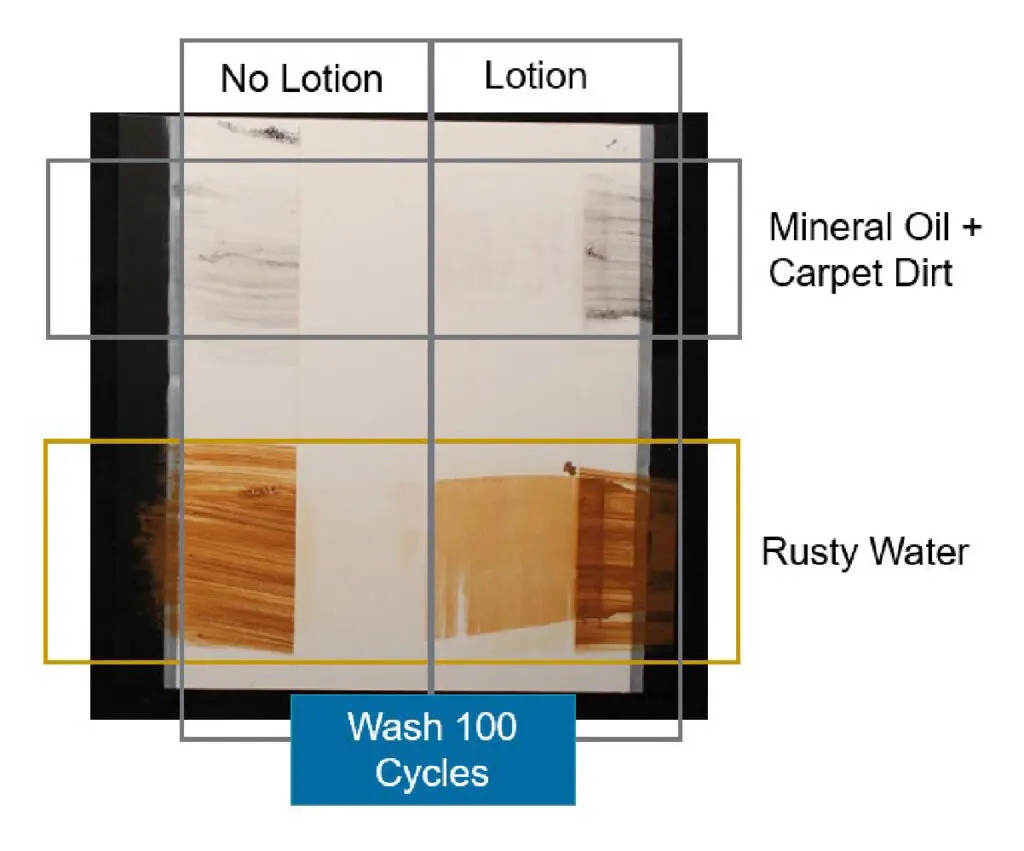
High-Traffic Durability
The “light switch test” was conducted to simulate high traffic and high contact conditions. Lotion was applied to half of each test panel and allowed to sit for 2 h. After the exposure period, the lotion was wiped off, and the panels were stained with a combination of mineral oil and a dirt particulate, as well as a rusty water solution. These stains were allowed to dry for 2 h before being wiped with a paper towel. The panels were then subjected to 100 wash cycles using a sponge and a nonabrasive scrub medium. Finally, the color change (ΔE) of the stains was measured to assess the coating’s chemical resistance and ability to resist softening and staining. Figure 1 shows a panel that was prepared and washed.