
By Sarah Findlater and Shaun Birss, Ingevity
Introduction
Polycaprolactone polyols have emerged as a pivotal component in the arsenal of coating formulators, offering a multitude of enhancements to coating systems. These benefits range from improved abrasion and scratch resistance to notable scratch recovery capabilities.1 Three-functional polycaprolactone polyols, or triols, can provide an optimal balance between hardness and flexibility, thereby positioning them as a material of choice for achieving desired performance characteristics in coatings.
In light of escalating environmental and regulatory concerns, it is imperative to maintain vigilance regarding the raw materials employed in polymers. The health and safety impacts of these materials are of paramount importance. Trimethylolpropane (TMP), a material traditionally utilized in a broad spectrum of industrial applications that includes the manufacture of polyols, has come under scrutiny due to potential reprotoxic effects.2
The scientific community has developed alternative triols to replace the use of TMP, characterized by their low viscosity and absence of hazardous labeling requirements. They not only offer a safer handling experience but also demonstrate film-forming capabilities comparable to traditional TMP-containing triols, along with improved processing attributes. The low viscosity nature of these alternatives contributes to a reduction in volatile organic compounds (VOCs) within coating systems, which will aid in supporting the industry’s environmental goals. This versatility is invaluable across a variety of applications, including two-component (2K) automotive coatings, flooring, aerospace, industrial, and furniture coatings. These materials will play a crucial role in the development of coatings that are not only effective but also safe for both applicators and the environment.
This work focuses on the development and use of TMP-free polycaprolactone triols and demonstrates their benefits within solventborne 2K polyurethane coatings applications to achieve label-free products with improved handling characteristics.
Experimental
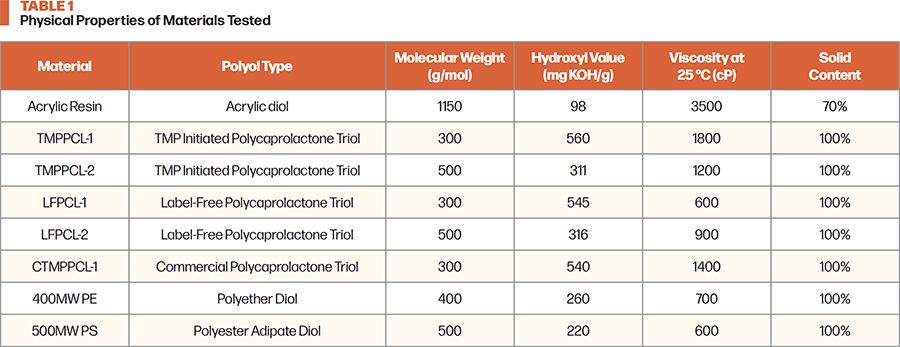
In this study, a commercially available acrylic resin was selected as the main resin in the solventborne 2K polyurethane formulation. Newly developed label-free polycaprolactone triol grades that include a 300 molecular weight polycaprolactone triol, referred to as LFPCL-1, and a 500 molecular weight polycaprolactone triol, referred to as LFPCL-2, were screened for use in a 2K polyurethane clearcoat system. A selection of other polyols were chosen as benchmarks to evaluate against novel TMP-free polycaprolactone triols. These included current TMP-containing polycaprolactone triols at both 300 molecular weight (TMPPCL-1) and 500 molecular weight (TMPPCL-2), a commercially available 300 molecular weight TMP-containing polycaprolactone triol (CTMPPCL-1), a commercially available 400 molecular weight polyether diol (400MW PE), and a commercially available 500 molecular weight polyester adipate diol (500MW PS). The physical properties of these materials are shown in Table 1.

Formulation
Two solventborne 2K polyurethane coating formulations were prepared per polyol evaluated. These were based on a 90:10 ratio of the acrylic resin to the polyol (Mod 1), and an 80:20 ratio of the acrylic resin to the polyol (Mod 2). A formulation without any additional polyol was prepared and used as the control formulation (control). The solventborne 2K polyurethane formulations are shown in Table 2.
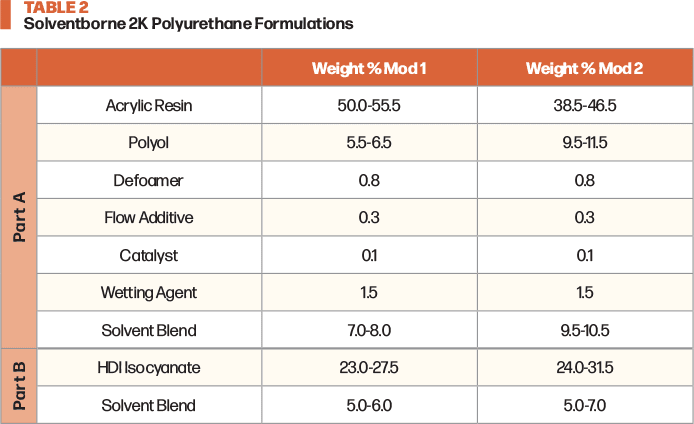
The formulations were modified according to the amount of acrylic resin, polyol, and isocyanate present to maintain a ratio of NCO:OH in the formulation at 1.05:1. The amount of solvent added to the formulation was adjusted to ensure all formulations had a mixed solids content of 70% by weight.
Application and Testing Procedures
Testing was conducted on the wet coatings and on drawndown panels. The panels were applied using a Baker bar and an automatic film applicator (both from TQC Sheen) with a wet film thickness of 150 microns, giving a nominal dry film thickness of 70 to 80 microns. The panels were left to cure at ambient conditions of 23 °C and 50% relative humidity (RH) for 7 days and conditioned accordingly, prior to testing.
Viscosity was measured using a TA Instruments Discovery HR-10 Rheometer with a standard aluminum Peltier plate at 25 °C and up to 85 °C.
Pot life determination was conducted using a TA Instruments Discovery HR-10 Rheometer with a standard aluminum Peltier plate at 25 °C, indicating pot life to be when viscosity doubled the initial viscosity.
Dry time testing was conducted by drawdown application and panels were placed immediately onto a TQC Sheen drying time recorder, following ISO 9117-4.
Gloss measurements were conducted via ISO 2813, using a TQC Sheen Glossmeter.
Flexibility of the coatings was measured according to ISO 6860, using a TQC Sheen Conical bend test.
Impact resistance was conducted according to ISO 6272-1, following the classification test procedure, using a TQC Sheen Impact Test.
Scratch resistance was conducted according to ISO 1518, following the procedure for determination of the minimum load to cause penetration, using an Erichsen 249 Linear Tester.
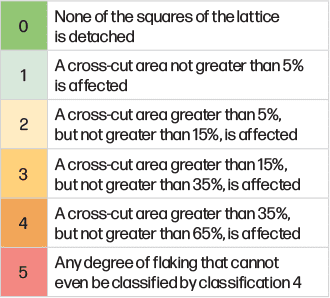
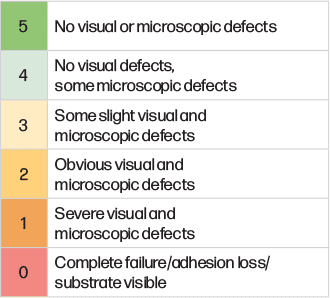
Adhesion of the coatings to the various substrates was measured according to ISO 2409. Each testing panel was cut with a knife using a crosshatch cutter. Tape was then applied onto the test area and pulled off rapidly. The test area was then inspected visually, using the following rating system:
Chemical and stain resistance were evaluated by the covered spot test method, according to ASTM D1308. The test area was evaluated visually, using the following rating system:
König pendulum hardness was measured using a TQC Sheen Pendulum Hardness Tester, according to ISO 1522, and results were reported in oscillations.
Abrasion resistance was measured according to ASTM D4060, using CS-17 wheels and a 1 kg load per wheel for 500 cycles, and results were reported as a Taber Wear Index (I) using the following calculation:
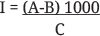
where:
A = weight of test specimen before abrasion, mg
B = weight of test specimen after abrasion, mg
C = number of cycles of abrasion recorded
Abrasion and self-healing of the coatings was performed with an in-house test method using the following procedure: Coatings were applied onto glass panels and were left to cure at ambient conditions of 23 °C and 50% RH for 7 days, prior to testing. The specular gloss, at a 60° angle, was measured of each test area in three areas, using a TQC Sheen Glossmeter. Each test area was subjected to 10 double rubs of an abrasive media using an Erichsen linear tester 249. A 10N load weight was used to add force, at a speed of 45 mm/s. Gloss was measured in the same three areas after 10 double rubs and then each panel was placed into an oven set at 50 °C for a total of 5 min. Gloss was measured after the panel had been removed from the oven in the same three areas and reported. The test areas were subjected to this process in triplicate.
Dynamic mechanical analysis (DMA) was performed on the coating film using a TA Instruments DMA 850 in tension mode, with a dual screw film clamp, a temperature range of -30 °C to 130 °C at a ramp rate of 3 °C/min, and a strain of 0.1%, at 1Hz. A preload force of 0.05N was used and a force track of 150%. The coating films were subjected to this process in triplicate.
Continue reading in the March-April issue of CoatingsTech